英语
英语 中文简体
中文简体 俄语
俄语 西班牙语
西班牙语 阿拉伯语
阿拉伯语
Bienvenido a Hongjia
Corte de metales CNC Fabricante especializado
Bienvenido a Hongjia
Bienvenido a Hongjia
Bienvenido a Hongjia
Bienvenido a Hongjia
Bienvenido a Hongjia

Ningbo Hongjia CNC Technology Co., Ltd. comenzó en 2006 y se estableció en 2018. Está ubicada en el Nuevo Distrito de Qianwan, Ciudad de Ningbo, en la Provincia de Zhejiang, en el ala sur de la Zona Económica del Delta del Río Yangtsé de China. Es una empresa especializada en la investigación, desarrollo, producción y ventas de equipos de corte de metal CNC. Con una fuerte capacidad técnica y una rica experiencia en la industria, Hongjia CNC se compromete a ofrecer a los clientes soluciones avanzadas de CNC para satisfacer las necesidades de clientes de diferentes industrias.
Experiencia en la industria
Producción anual
Clientes
Personalizar la configuración según los requisitos del producto del cliente.
Tomar los requisitos del producto del cliente como criterio de aceptación para garantizar que los clientes no se preocupen por comprar máquinas.
Rendimiento de alto costo, ahorro de costos para los clientes.
La tecnología profesional puede resolver el problema de los puntos débiles de los clientes, para que los clientes puedan preocuparse y estar tranquilos.




What Is a Vertical Lathe Used For? The Direct Answer A vertical lathe is a machine tool used primarily for turning, boring, drilling, milling, and tapping large-diameter, heavy, or short workpieces that would be impractical to mount and machine on a conventional horizontal lathe. The spindle axis is oriented vertically so the workpiece sits face-up on a rotating horizontal worktable, held in place by gravity and a chuck rather than relying on tailstock support. This configuration makes vertical lathes the preferred solution in industries such as aerospace, energy, heavy machinery, automotive, and shipbuilding—anywhere that large flanges, rings, hubs, gear blanks, pump casings, or turbine discs need to be machined with high roundness and flatness accuracy. In short: if the part is wide, heavy, and short relative to its diameter, a vertical lathe is almost always the correct machine for the job. Core Operations a Vertical Lathe Performs Modern CNC vertical lathes are multi-function platforms capable of completing several operations in a single setup, reducing repositioning errors and saving cycle time. The primary operations include: Turning and Facing The worktable rotates the workpiece while a cutting tool mounted on the cross-rail or side head traces the contour. External and internal diameters, tapers, and face surfaces can all be turned to tight tolerances. Because the workpiece weight is fully supported by the rotary table rather than by a spindle nose and tailstock, runout and sag are virtually eliminated even on workpieces weighing several tonnes. Boring Large internal bores—common in pump housings, hydraulic cylinder bodies, and bearing housings—are machined with a boring bar mounted on the vertical ram. The vertical orientation keeps chips and coolant falling away from the cutting zone, improving tool life and surface finish compared to horizontal boring of the same feature. Drilling and Tapping Bolt-hole circles, tapped features, and axial holes can be added in the same setup using driven tool heads on CNC vertical lathes equipped with live tooling. This eliminates the need to transfer the heavy workpiece to a separate machining center, significantly reducing total production time. Milling and Contouring CNC vertical lathes with full multi-axis control and milling capability can machine keyways, pockets, and complex surface profiles. The SYNTEC-controlled CNC vertical lathes offered by Hongjia CNC, for example, are engineered to handle turning, drilling, boring, milling, and tapping within a single machine envelope, making them versatile production centers for complex large parts. Why Vertical Orientation Matters: The Technical Advantages The decision to orient the spindle axis vertically rather than horizontally is not merely a matter of convention—it delivers measurable engineering benefits for specific workpiece geometries. Gravity-Assisted Stability When a workpiece is mounted on a horizontal worktable, its own weight presses downward against the table surface, providing natural stability without requiring heavy axial clamping force. A horizontal lathe, by contrast, must counteract workpiece sag through tailstock support and chuck clamping force alone—forces that can distort thin-walled or large-diameter parts. The vertical layout aligns the workpiece's center of gravity with the spindle axis, minimizing vibration during rotation and improving roundness and end-face flatness on large-diameter parts. Superior Clamping Convenience Operators mount the workpiece from above rather than struggling to support it horizontally. For parts weighing hundreds or thousands of kilograms, this dramatically reduces setup time and the risk of clamping-induced deformation. Tool adjustment and in-process inspection can be performed from the side or top of the machine without repositioning. Chip and Coolant Management Chips fall naturally downward under gravity, away from the cutting zone and into the chip conveyor below. Coolant drains cleanly. Both factors contribute to longer tool life, better surface finish, and reduced machine downtime for cleaning—an important consideration in high-volume production environments. Handling Heavy Workpieces Vertical lathes can reliably process large and heavy workpieces that exceed the practical capacity of horizontal lathes. The robust rotary table and rigid column structure of a heavy-duty vertical lathe absorb cutting forces without the deflection that would occur when cantilever-mounting the same mass in a horizontal machine. Vertical Lathe vs. Horizontal Lathe: When to Choose Which Both machine types produce turned components, but each has a distinct domain of efficiency. The comparison below clarifies the selection criteria: Key differences between vertical lathes and horizontal lathes by application criteria Criteria Vertical Lathe Horizontal Lathe Ideal workpiece shape Large diameter, short axial length (discs, flanges, rings) Long, slender shafts, cylinders, threads Workpiece weight Very heavy (hundreds to thousands of kg) Light to medium weight Clamping difficulty Easy (gravity assists seating) Moderate to difficult for heavy parts Spindle deflection risk Very low Increases with part weight and diameter Floor space footprint Compact (height goes up, not out) Longer floor length required for long parts Typical industries Heavy machinery, energy, aerospace, mining, shipbuilding Automotive, general machining, valve production Chip/coolant management Excellent (gravity-assisted drainage) Requires directed coolant systems Industries and Typical Workpieces Machined on Vertical Lathes Understanding the breadth of applications clarifies why vertical lathes are indispensable in heavy manufacturing. The following industries rely on them for core production operations: Energy and Power Generation Turbine rotor discs, generator end-bells, compressor impellers, and large pump casings are among the most demanding workpieces in any machine shop. These parts combine large diameters (often exceeding 1,000 mm), extreme weight, and stringent roundness tolerances. A vertical lathe provides the only practical method for achieving the required end-face flatness and bore concentricity in a single setup. Aerospace and Defense Landing gear components, jet engine fan discs, structural frames, and large bearing housings require tight geometric tolerances on large-diameter features. The stability of the vertical lathe's worktable is essential for maintaining positional accuracy across the full diameter of the part, where even minor vibration translates directly into out-of-tolerance roundness. Mining and Heavy Equipment Crusher rings, mill liners, dragline sheaves, slewing rings for excavators, and large gearbox housings are routinely machined on vertical lathes. These parts are often made from hardened or high-alloy steels, requiring the rigidity and power that only a heavy-duty vertical lathe structure can deliver. Shipbuilding and Marine Engineering Propeller hubs, rudder stocks, propeller shafts (flanged ends), and large valve bodies are vertical lathe workpieces common in marine manufacturing. The workpiece diameters in this sector frequently exceed 2,000 mm, placing them firmly beyond the swing capacity of any horizontal lathe. Automotive and Rail Brake drums, wheel hubs, flywheel assemblies, and large differential carriers are machined in high volumes on CNC vertical lathes. The CNC system enables automated, repeatable machining cycles that reduce manual intervention and maintain consistent quality across batch production runs. CNC Vertical Lathe vs. Manual Vertical Lathe: How Control Technology Changes the Outcome Traditional manual vertical lathes relied on an operator to position the cross-rail, side head, and ram by hand using handwheels and graduated scales. While still available for certain repair and one-off applications, manual machines have been largely superseded in production environments by CNC vertical lathes that deliver measurable advantages: Dimensional repeatability: CNC positioning via ball screws and servo drives achieves consistent axis positioning accuracy across every cycle, eliminating the operator-to-operator variability inherent in manual operation. Complex contour machining: Two-axis simultaneous interpolation allows the CNC to cut tapered bores, radii, and profiled surfaces that would require multiple manual setups and skilled hand-feeding to approximate. Reduced cycle time: Programmed feeds and speeds run consistently at optimum values throughout the cut. Manual lathes often run conservatively to allow the operator to react to changing conditions. Automated tool management: Multi-station turrets or automatic tool changers on CNC vertical lathes allow several operations to be completed without manual tool changes, reducing idle time significantly. In-process measurement integration: Modern CNC vertical lathes can incorporate probing cycles that measure the workpiece during the cutting process and automatically adjust tool offsets to compensate for tool wear or thermal drift. Key Specifications to Evaluate When Selecting a Vertical Lathe Choosing the right vertical lathe requires matching the machine's specifications to the actual range of workpieces it will process. The following parameters are the most critical: Critical vertical lathe specifications and their practical significance Specification What It Determines Practical Implication Worktable Diameter Maximum workpiece seating diameter Must be equal to or larger than the workpiece base diameter Maximum Swing (Turning Diameter) Largest diameter that can be turned Defines the machine's capacity envelope for OD turning Maximum Workpiece Height Tallest part the machine can accommodate under the cross-rail Critical for tall drum or housing workpieces Maximum Load Capacity Heaviest workpiece the table can safely rotate Overloading causes table bearing wear and accuracy loss Spindle Speed Range Available cutting speeds for various diameters and materials Wide range needed to handle both roughing and finishing on different materials CNC Control System Programming capability, axis count, and user interface Affects ease of programming, part complexity achievable, and integration with CAM software Coolant Tank Capacity Volume of coolant available for continuous cutting Larger capacity (e.g., 100L) supports extended heavy-cutting cycles without interruption What Makes a High-Quality CNC Vertical Lathe: Component Standards The performance and longevity of a vertical lathe are largely determined by the quality of its core mechanical and control components. When evaluating machines, pay close attention to the following: Linear Guides and Ball Screws Precision linear guides and ball screws sourced from established manufacturers in Taiwan or Japan are the benchmark for vertical lathes used in production environments. These components determine axis positioning accuracy, repeatability, and resistance to backlash. Machines equipped with premium linear guides and ball screws maintain their accuracy specification over a longer service life, reducing the frequency of geometric compensation and recalibration. Spindle Motor and Drive System A high-torque servo spindle motor with a wide speed range is essential for a vertical lathe that must handle both heavy roughing cuts at low RPM and light finishing passes at higher speeds. The drive system should deliver consistent torque across the full speed range without hunting or oscillation that would degrade surface finish. CNC Controller The controller is the intelligence of the machine. Advanced CNC controllers support conversational programming for common turning cycles, full G-code programming for complex profiles, real-time feed and speed override, and integration with probing and in-process gauging systems. Controllers from established Taiwanese CNC specialists—such as the SYNTEC SYTEC/7TA-E used in Hongjia CNC's vertical lathe series—offer a proven combination of reliability, functionality, and operator-friendly interface for industrial production use. Structural Rigidity The column, cross-rail, and worktable casting must be rigid enough to resist deflection under the combined weight of the workpiece and the forces generated during heavy cutting. Finite-element-optimized ribbing patterns in cast iron or welded steel construction are common in quality machines. Rigidity directly determines the depth of cut achievable and the surface finish produced at a given feed rate. Chip Conveyor and Coolant System Effective chip removal prevents chip re-cutting, which damages both the workpiece surface and the cutting tool. An integrated chip conveyor and an adequately sized coolant tank—a 100L capacity is typical in Hongjia CNC's vertical lathe configurations—maintain clean cutting conditions throughout extended production runs. Vertical Lathe Applications Across Production Volumes Vertical lathes serve both job-shop one-off production and high-volume batch manufacturing, with the CNC system being the key enabler of efficient batch work. One-Off and Repair Machining In repair workshops and job shops, vertical lathes are used to restore worn surfaces on large industrial components—refacing pump impeller seals, regrinding gear blank bores, or reconditioning large valve bodies. The wide worktable accommodates a variety of part geometries without requiring special fixturing, making the machine productive even when processing unique or irregular components. Small-Batch Production For small-batch runs of 5 to 50 parts, a CNC vertical lathe programmed with a standard part program delivers consistent quality at far lower per-part cost than manual operation. The CNC system enables automated machining, reducing manual intervention and avoiding the cumulative errors that arise when operators must re-establish each cut manually. High-Volume Batch Production In automotive and rail component manufacturing, CNC vertical lathes run largely unattended for extended shifts, cycling through part programs repeatedly. Automatic tool changers and in-process probing allow the machine to self-compensate for tool wear, maintaining dimensional consistency across hundreds of parts without operator intervention beyond periodic quality checks. Hongjia CNC Vertical Lathe Series: Purpose-Built for Heavy-Duty Precision Machining Ningbo Hongjia CNC Technology Co., Ltd. is a high-tech enterprise located in the Qianwan New District of Ningbo, Zhejiang Province, dedicated to the research, development, production, and sales of CNC metal-cutting equipment. Since its founding, Hongjia CNC has focused on technological innovation and market responsiveness, delivering efficient, stable, and reliable CNC machines to clients worldwide with solutions tailored to specific production requirements. The Hongjia CNC vertical lathe series is engineered to address the full spectrum of large-part machining requirements. Key engineering features include: Multi-operation capability: Turning, drilling, boring, milling, and tapping are all executable within a single machine setup, eliminating workpiece transfer between machines and reducing fixturing error accumulation. Exceptionally rigid structure: The heavy-duty cast construction of the column and base is optimized for high-performance, heavy-duty cutting with outstanding machining accuracy maintained under load. Premium motion components: Premium linear guides and ball screws sourced from Taiwan or Japan ensure long-term positioning accuracy and low maintenance requirements. SYNTEC CNC control: The SYNTEC SYTEC/7TA-E controller with SYNTEC servo spindle motor delivers reliable, precise axis control across demanding cutting cycles, supported by a semi-closed loop control method for stable accuracy. Hydraulic three-jaw chuck: Power clamping reduces setup time and ensures consistent clamping force across all parts in a production batch. 100L removable coolant tank with chip conveyor: The large-capacity coolant system and integrated chip conveyor maintain clean cutting conditions and allow extended uninterrupted machining cycles. One-year warranty and full after-sales support: Hongjia CNC provides troubleshooting and technical support backed by extensive industry experience, with custom model recommendations available based on submitted workpiece drawings. Whether the application is a single aerospace component or a long production run of large automotive hubs, Hongjia CNC's vertical lathe series provides the structural rigidity, control precision, and multi-operation flexibility required to machine large, heavy workpieces with confidence. section { margin-bottom: 40px; } h2 { font-size: 22px; font-weight: bold; text-align: left; margin-bottom: 15px; color: #0a2e5c; border-left: 5px solid #e65c00; padding-left: 14px; line-height: 1.4; } h3 { font-size: 16px; font-weight: bold; text-align: left; margin-bottom: 15px; color: #1a4a8a; } p { font-size: 16px; text-align: left; margin-bottom: 15px; line-height: 1.75; color: #2d2d2d; } ul, ol { margin-bottom: 15px; padding-left: 4px; } li { font-size: 16px; text-align: left; line-height: 1.7; color: #2d2d2d; } strong { color: #0a2e5c; } table { display: table; text-align: center; border-collapse: collapse; width: 100%; font-size: 16px; margin-bottom: 15px; } thead { display: table-header-group; background-color: #0a2e5c; color: #ffffff; } thead th { background-color: #0a2e5c; color: #ffffff; } tbody { display: table-row-group; } tbody tr:nth-child(odd) { background-color: #f0f4fa; } caption { caption-side: bottom; font-size: 16px; margin-bottom: 12px; font-style: italic; color: #808080; }
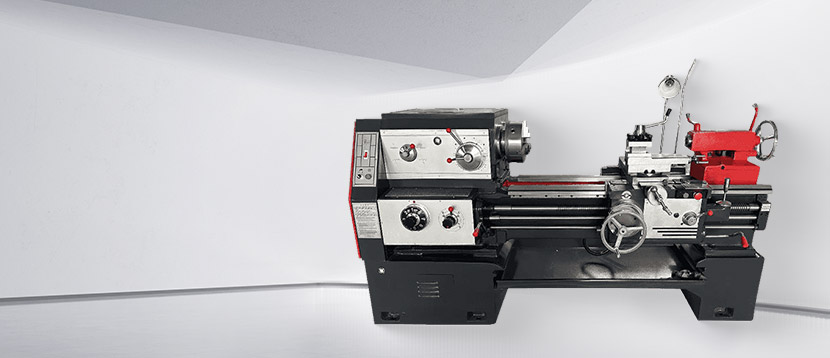
Los 7 tipos básicos de maquinas herramientas son tornos, taladradoras, mandrinadoras, fresadoras, perfiladoras y cepilladoras, brochadoras y rectificadoras. En los talleres prácticos, estas máquinas herramienta cubren las operaciones principales del corte de metales: rotar una pieza de trabajo, hacer agujeros, agrandar agujeros, cortar superficies planas o contorneadas, dar forma a perfiles, producir formas internas o externas y terminar superficies. Para los compradores que comparan equipos, el punto clave no es sólo conocer los nombres de los 7 tipos, sino también comprender qué proceso admite cada máquina. Esta es la razón por la que un Serie de máquinas ordinarias de torneado, fresado y taladrado. es útil para el trabajo metalúrgico en general: se centra en las necesidades más comunes del taller, especialmente en las tareas de torneado, fresado y perforación utilizadas en la fabricación, reparación, trabajo de moldes y procesamiento de componentes de maquinaria. Respuesta rápida: ¿Cuáles son los 7 tipos básicos de máquinas herramienta? Los siete tipos básicos de máquinas herramienta pueden entenderse por la acción de corte que realizan. Algunos se utilizan para mecanizado en desbaste, mientras que otros se utilizan para acabados precisos o perfiles especiales. Tornos para torneado de piezas cilíndricas. Perforadoras para realizar agujeros. Mandrinadoras para ampliar y mejorar agujeros existentes. Fresadoras Para cortar superficies planas, en ángulo o con forma. Fresadoras y cepilladoras para corte lineal en superficies planas. Brochadoras para perfiles interiores o exteriores. Rectificadoras para acabados superficiales de precisión. Si su producción involucra principalmente ejes, manguitos, placas, soportes, agujeros, ranuras y piezas mecanizadas simples, las máquinas de torneado, fresado y perforación suelen ser el primer grupo de equipos a evaluar. Cómo funciona cada máquina herramienta básica Máquinas de torno Un torno elimina material girando la pieza de trabajo contra una herramienta de corte. Se utiliza comúnmente para ejes, casquillos, manguitos, discos, piezas roscadas y otros componentes cilíndricos. En un taller, un torno suele ser la primera opción cuando la pieza de trabajo es redonda o necesita un diámetro exterior preciso. Máquinas perforadoras Una perforadora crea agujeros con una broca giratoria. Se usa ampliamente para orificios de pernos, orificios de montaje, orificios de ubicación y orificios pasantes. Las taladradoras radiales son especialmente adecuadas para piezas de trabajo grandes o pesadas porque el brazo de perforación puede moverse a diferentes posiciones sin tener que reposicionar la pieza con frecuencia. Mandrinadoras Una mandrinadora mejora un agujero existente ampliándolo o corrigiendo su alineación. Este proceso es importante cuando el diámetro, la redondez o la precisión de la ubicación del orificio importan más que la simple realización del orificio. Fresadoras Una fresadora utiliza cortadores giratorios para eliminar material de una pieza de trabajo fija o en movimiento. Puede procesar superficies planas, ranuras, escalones, chaveteros y superficies en ángulo. Las fresadoras universales con mesa elevadora se utilizan a menudo en el mecanizado general porque pueden admitir una amplia gama de formas de piezas de trabajo. Formadoras y cepilladoras Los modeladores y cepilladores utilizan un movimiento de corte recto. Son adecuados para mecanizar superficies planas, ranuras y superficies guía, especialmente donde se requiere un corte lineal simple. Brochadoras El brochado utiliza una herramienta dentada especial para cortar un perfil en una sola pasada controlada. A menudo se utiliza para chaveteros, ranuras, formas internas y mecanizado repetido de perfiles. Rectificadoras Las máquinas rectificadoras utilizan muelas abrasivas para lograr una calidad superficial fina y un control dimensional estricto. Normalmente se seleccionan después del torneado o fresado cuando el acabado de la superficie final o el requisito de precisión son mayores. Comparación de los 7 tipos básicos de máquinas herramienta Comparación de tipos de máquinas herramienta básicas y sus usos comunes de mecanizado. Tipo de máquina herramienta Operación principal Piezas de trabajo típicas Valor del taller torno girando Ejes, manguitos, discos. Esencial para piezas redondas Máquina perforadora hacer agujeros Placas, marcos, carcasas. Procesamiento de agujeros rápido y práctico taladradora Ampliación del agujero Grandes carcasas, asientos de rodamientos Mejora la precisión del agujero fresadora Corte de superficies y ranuras Bloques, placas, moldes. Flexible para formas variadas Modelador y cepillador corte lineal Superficies planas, carriles-guía Útil para mecanizado plano simple Brochadora corte de perfil Chaveteros, splines, formas internas Eficiente para perfiles repetidos Rectificadora Acabado de precisión Ejes de precisión, superficies planas Mejora el acabado y la precisión. Dónde encaja una serie de máquinas de torneado, fresado y taladrado ordinarias un Serie de máquinas ordinarias de torneado, fresado y taladrado. está estrechamente relacionado con tres de los tipos de máquinas herramienta básicas más utilizados: tornos, fresadoras y taladradoras. Estas máquinas se utilizan comúnmente en talleres de reparación, talleres de capacitación, producción de lotes pequeños, salas de herramientas y plantas de maquinaria en general. Este tipo de categoría de producto es práctico porque muchas piezas metálicas requieren más de una operación. Por ejemplo, es posible que sea necesario tornear el diámetro exterior de un eje simple, perforar la cara del extremo y fresar un chavetero. Un soporte puede requerir fresar una superficie de montaje plana y perforar orificios para pernos. Elegir máquinas de la misma serie de máquinas de torneado, fresado y taladrado ayuda a los usuarios a crear una configuración de mecanizado equilibrada en lugar de comprar equipos al azar. Para piezas cilíndricas, elija un torno normal. Para placas, ranuras, escalones y superficies planas, elija una fresadora. Para el procesamiento de agujeros en piezas de trabajo más grandes, elija una taladradora radial. Productos típicos en esta categoría de máquina herramienta La serie de máquinas ordinarias de torneado, fresado y taladrado puede incluir productos como tornos ordinarios, fresadoras de mesa elevadora universal y taladradoras radiales. Estos modelos admiten operaciones esenciales de corte de metales y son adecuados para usuarios que necesitan equipos confiables para tareas de mecanizado comunes. Ejemplos de aplicaciones ordinarias en serie de máquinas de torneado, fresado y taladrado. Tipo de producto Procesamiento adecuado Piezas típicas Torno ordinario girando, facing, threading Ejes, rodillos, casquillos. Fresadora Universal Planos de fresado, ranuras, escalones. Bloques, accesorios, placas. Perforadora radial Taladrar, escariar, roscar Marcos, bridas, placas grandes. Cómo elegir la máquina herramienta adecuada para su pieza de trabajo Para elegir correctamente, comience con la geometría de la pieza, no solo el nombre de la máquina. Una pieza redonda suele apuntar a un torno, una pieza plana o ranurada suele apuntar a una fresadora y una pieza con muchos agujeros apunta a una taladradora. Si una pieza de trabajo requiere varias de estas operaciones, planifique la ruta del proceso antes de seleccionar el equipo. Verifique la operación de mecanizado principal Si más de la mitad del tiempo de mecanizado se dedica a superficies redondas, el torno debería ser la prioridad. Si la mayoría de las operaciones involucran superficies planas, ranuras o superficies de montaje, la capacidad de fresado se vuelve más importante. Si el producto es una placa o marco grande con muchos orificios, primero se debe verificar el alcance de perforación y la capacidad de la mesa de trabajo. Haga coincidir el tamaño de la máquina con el tamaño de la pieza de trabajo El tamaño de la máquina debe dejar suficiente espacio para una sujeción segura, un desplazamiento de la herramienta y un acceso seguro para el operador. Una pieza de trabajo que apenas cabe en la mesa puede reducir la eficiencia porque la configuración, alineación y extracción de virutas se vuelven más difíciles. Considere el trabajo futuro, no solo los pedidos actuales Una máquina herramienta es un activo de producción a largo plazo. Los compradores deben considerar si las piezas futuras pueden requerir un mayor diámetro de giro, una mayor longitud de la plataforma, un recorrido de mesa más amplio o una mayor capacidad de perforación. Seleccionar una capacidad ligeramente mayor que el requisito mínimo actual puede mejorar la flexibilidad del taller. Por qué este tema es importante para los compradores y responsables de talleres Comprender los 7 tipos básicos de máquinas herramienta ayuda a los compradores a evitar equipos que no coincidan. Una rectificadora no puede reemplazar a un torno para torneado básico. Una máquina perforadora no puede reemplazar a una fresadora para realizar cortes de ranuras precisos. Una brochadora es eficaz para perfiles repetidos, pero puede no ser adecuada para tareas generales de taller. Para muchos usuarios el punto de partida práctico sigue siendo el torneado, el fresado y el taladrado. Estos procesos aparecen en una amplia gama de piezas, desde simples componentes de reparación hasta bases, ejes, soportes y carcasas de maquinaria. Por eso el Serie de máquinas ordinarias de torneado, fresado y taladrado. sigue siendo una categoría importante para los talleres que necesitan equipos de mecanizado confiables de uso general. Hongjia CNC y equipos de corte de metales en general Ningbo Hongjia CNC Technology Co., Ltd. se centra en equipos de corte de metales CNC y ofrece soluciones de máquinas herramienta para diferentes necesidades industriales. Sus categorías de productos incluyen series de fresado y torneado CNC horizontales, series de tornos verticales, series de centros de fresado y series de máquinas de torneado, fresado y taladrado ordinarias. Para los usuarios que evalúan equipos de mecanizado general, la serie de máquinas ordinarias de torneado, fresado y taladrado ofrece una manera directa de comparar las máquinas utilizadas para las operaciones diarias del taller. Es especialmente relevante cuando el objetivo es construir una línea de mecanizado práctica para tornear piezas, fresar superficies y perforar agujeros. Recomendación final Los 7 tipos básicos de machine tools explain the foundation of metal cutting, but the best purchase decision depends on the workpiece and process route. Si sus piezas requieren principalmente torneado, fresado y taladrado, comience revisando las series de máquinas de torneado, fresado y taladrado habituales y relacione cada máquina con las operaciones que realiza su taller con más frecuencia. Para una configuración equilibrada, combine equipos basados en requisitos de piezas reales: un torno para componentes redondos, una fresadora para superficies y ranuras y una perforadora para el procesamiento de agujeros. Este enfoque mantiene la selección práctica, reduce inversiones innecesarias y respalda una producción diaria más eficiente. section { margin-bottom: 40px;}h2 { font-size: 22px; font-weight: bold; text-align: left; margin-bottom: 15px;}h3 { font-size: 16px; font-weight: bold; text-align: left; margin-bottom: 15px;}p { font-size: 16px; text-align: left; margin-bottom: 15px;}li { font-size: 16px; text-align: left; margin-bottom: 5px;}
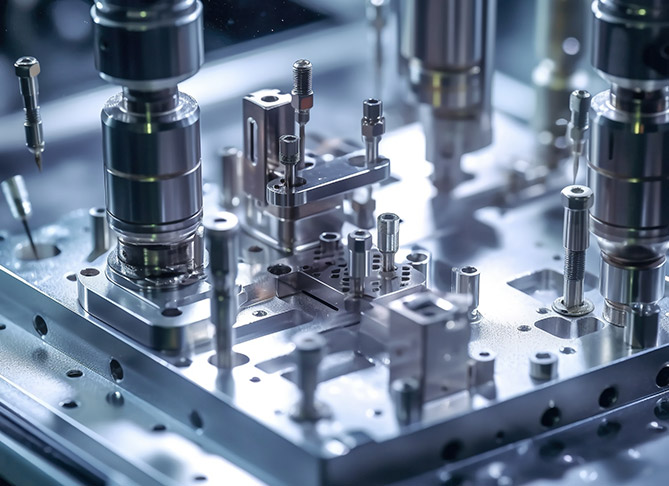
Si está decidiendo entre una fresadora vertical, una fresadora horizontal o una fresadora de 5 ejes, la respuesta principal es esta: La geometría de su pieza de trabajo, el volumen de producción y los requisitos de tolerancia determinan en conjunto la mejor plataforma. . Las fresadoras verticales manejan la mayoría del mecanizado 2,5D estándar al menor costo inicial; los molinos horizontales sobresalen en el corte multifacético de gran volumen con una evacuación de viruta superior; y las fresadoras de 5 ejes son esenciales para geometrías contorneadas complejas que de otro modo requerirían múltiples pasos de reposicionamiento. Para instalaciones que también integran operaciones de torneado, comprender cómo cada plataforma de fresado se combina con una Serie de fresado y torneado CNC horizontal o un Serie de torno vertical La máquina es igualmente fundamental para lograr un rendimiento y una calidad de piezas óptimos en todo el taller. Molinos verticales: el punto de entrada y el caballo de batalla diario Mecanizado vertical Los centros (VMC) colocan el husillo perpendicular a la mesa de trabajo: la herramienta de corte apunta directamente hacia la pieza de trabajo. Esta geometría es inmediatamente intuitiva tanto para los operadores como para los programadores, y se asigna claramente a la clase más común de componentes mecanizados: placas planas, carcasas, soportes y moldes basados en cavidades a los que se accede desde una sola cara. Puntos fuertes clave del fresado vertical Menor inversión de capital inicial en comparación con las plataformas horizontales o de 5 ejes, lo que las hace accesibles para talleres y departamentos de prototipos. Sujeción sencilla para piezas prismáticas: prensas, placas angulares y sistemas de fijación modulares, todos se montan de forma natural en la mesa horizontal. Línea de visión directa del operador a la zona de corte, lo que simplifica la verificación de la configuración y la inspección de la primera parte. Amplia compatibilidad con postprocesadores CAM, catálogos de herramientas y programas de capacitación de operadores ya establecidos en la mayoría de los talleres. Tamaño compacto en relación con el área de mecanizado, lo que hace un uso eficiente del espacio en instalaciones más pequeñas. Donde los molinos verticales se quedan cortos La orientación vertical crea un desafío fundamental en la evacuación de virutas: la gravedad empuja las virutas hacia la zona de corte en lugar de alejarlas de ella. En trabajos de aluminio o hierro fundido con cavidades profundas, el nuevo corte de virutas acelera el desgaste de la herramienta, aumenta la carga térmica en el husillo y degrada el acabado de la superficie. Los sistemas de refrigerante de alta presión mitigan esto, pero añaden costos y complejidad. La limitación más profunda es la cobertura geométrica. Un VMC en su configuración estándar alcanza solo una cara de una pieza de trabajo por configuración. Cualquier pieza que requiera características en dos o más caras se debe volver a fijar, volver a indicar y volver a sondear entre operaciones. Cada reposicionamiento introduce un posible error de cambio de referencia: en trabajos con tolerancias estrictas, el efecto acumulativo de tres o cuatro configuraciones puede marcar la diferencia entre una pieza conforme y un rechazo. Los talleres que ejecutan trabajos de complejidad mixta a menudo encuentran que un fresado vertical es más rentable para el 60-70 % de las piezas que realmente solo necesitan mecanizar una cara, mientras que el resto se encamina a plataformas horizontales o de múltiples ejes. Molinos horizontales : Creado para producción multifacética de gran volumen Mecanizado horizontal Los centros (HMC) orientan el eje paralelo al suelo. La cortadora se acerca a la pieza de trabajo desde un lado en lugar de desde arriba, y esta única diferencia estructural desbloquea dos ventajas fundamentales de productividad: evacuación natural de virutas y acceso multicara a través de una plataforma giratoria o un sistema de fijación de lápida. La ventaja de la evacuación de virutas Debido a que las virutas se desprenden del husillo por gravedad en el mecanizado horizontal, caen fuera de la zona de corte y se acumulan en el transportador de virutas de la base de la máquina sin volver a enganchar la herramienta. Esto es especialmente importante en materiales donde el manejo de virutas es difícil: el hierro fundido, el acero endurecido y las aleaciones de titanio generan virutas abrasivas que causan un desgaste acelerado de los flancos cuando se vuelven a cortar. Los estudios en entornos de producción muestran consistentemente que el recorte de viruta en operaciones profundas puede reducir la vida útil de la herramienta entre un 20% y un 40%. , un costo que se suma directamente al gasto en herramientas y al tiempo de inactividad no planificado en tiradas de gran volumen. Fijación de lápidas y cambiadores de palets El eje horizontal permite el uso de accesorios de lápida: paletas altas de aluminio o acero de múltiples lados que sostienen múltiples piezas de trabajo simultáneamente en sus caras. Una sola lápida puede presentar de ocho a dieciséis piezas al husillo en un ciclo, con el eje B giratorio indexándose a través de cada lado sin la intervención del operador. Combinado con un cambiador automático de paletas (APC), se mecaniza una paleta mientras un operador carga espacios en blanco nuevos en la segunda paleta, lo que elimina el tiempo sin cortes que representa una fracción significativa del tiempo del ciclo de VMC en la mayoría de los entornos de producción. Este flujo de trabajo convierte a los molinos horizontales en la opción de equipo estándar para componentes de transmisión automotriz, cuerpos de colectores hidráulicos, marcos estructurales aeroespaciales y cualquier otra pieza prismática que requiera características mecanizadas en tres o cuatro lados . Volúmenes anuales de 5.000 a 500.000 piezas (demasiadas para los métodos VMC en taller, insuficientes para justificar líneas de transferencia dedicadas) son el territorio natural de la fábrica horizontal. Compensaciones a considerar antes de especificar una HMC Mayor espacio ocupado por la máquina debido al espacio para el cambio de paletas: la planificación del espacio debe tener en cuenta el acceso de los operadores, el recorrido del transportador de virutas y la gestión del refrigerante. Mayor costo de capital inicial, normalmente entre 1,5 y 2,5 veces el precio de un VMC de viaje equivalente, que debe amortizarse en un volumen suficiente para justificar el gasto. La ingeniería de accesorios de Tombstone agrega tiempo de entrega de preproducción: el diseño, la fabricación y la calificación de accesorios personalizados para una nueva familia de piezas pueden demorar de dos a cuatro semanas. El acceso al husillo para piezas de trabajo muy altas o de forma irregular puede estar más restringido que en un VMC, donde la mesa baja para acomodar piezas más altas. Fresas de 5 ejes: máxima libertad geométrica con configuraciones mínimas Un centro de mecanizado de 5 ejes agrega dos ejes de rotación (comúnmente A y B, o A y C) a los tres ejes lineales estándar. El resultado es una máquina que puede inclinar y rotar la herramienta (o la pieza de trabajo) para acercarse a cualquier característica de la superficie desde prácticamente cualquier ángulo dentro de la envolvente cinemática de la máquina. Las piezas que requieren de cuatro a seis configuraciones separadas en un VMC de 3 ejes se pueden completar con una sola sujeción en un centro de 5 ejes. , eliminando el error de reinscripción de datos y comprimiendo drásticamente el tiempo total del ciclo. Aplicaciones en las que los 5 ejes son indispensables Impulsores y álabes de turbina. — geometrías retorcidas de múltiples flautas con curvatura compuesta que son físicamente inaccesibles para una fresa de extremo colocada verticalmente Implantes medicos — placas óseas, copas acetabulares y cajas de fusión espinal donde la curvatura compleja y las tolerancias superiores a ±0,02 mm son estándar Piezas estructurales aeroespaciales — marcos de aluminio muy embolsados con ángulos de salida, pestañas compuestas y características de relieve socavadas Núcleos y cavidades de moldes de inyección. — nervaduras profundas, paredes laterales empinadas y detalles socavados que requieren el posicionamiento de la herramienta inclinada para alcanzar sin una longitud excesiva de la herramienta y la deflexión asociada Componentes del sector marino y energético — palas de hélice, carcasas de bombas y cuerpos de válvulas con geometría orgánica no prismática Mecanizado posicional simultáneo de 5 ejes frente a 3 2 Es importante comprender la distinción entre dos modos de funcionamiento que se encuentran bajo la etiqueta de "5 ejes". en 3 2 mecanizado (posicional) , los dos ejes de rotación indexan la pieza o el husillo a un ángulo fijo y luego se bloquean. Los tres ejes lineales realizan el ciclo de corte en esa orientación fija, no diferente del corte de 3 ejes, sólo que se aborda desde un ángulo diferente. Este modo es más sencillo de programar, más fácil de verificar con simulación de colisión y suficiente para la mayoría de trabajos de múltiples caras y socavados. en verdadero mecanizado simultáneo de 5 ejes , los cinco ejes se mueven coordinadamente en tiempo real. Esto permite una superficie constante de la herramienta en formas esculpidas: el cortador siempre hace contacto con la pieza de trabajo en el ángulo ideal para la geometría de la herramienta y la superficie que se está cortando. Los beneficios prácticos son una longitud efectiva de herramienta más corta (menos deflexión y vibración), un mejor acabado superficial en elementos curvos y la capacidad de mecanizar geometrías que son simplemente imposibles de abordar en modos de ángulo fijo. Los talleres nuevos en 5 ejes generalmente comienzan con capacidad de 3 x 2 y agregan mecanizado simultáneo completo a medida que se desarrolla la complejidad de la pieza y la habilidad del operador. Demandas de programación y herramientas El trabajo en 5 ejes requiere un sistema CAM capaz con generación de trayectorias de herramientas basada en modelos sólidos, un posprocesador cuidadosamente ajustado que se adapte a la cinemática específica de la máquina y una simulación de verificación de colisiones que modele la envolvente completa de la máquina, incluidos accesorios y abrazaderas. La selección de herramientas también se vuelve más deliberada: se prefieren conjuntos de herramientas más cortos y rígidos en portabrocas hidráulicos o de ajuste por contracción a las configuraciones de largo alcance en pinzas convencionales, porque el descentramiento y la deflexión se vuelven mucho más importantes cuando el husillo opera en ángulos compuestos. El tiempo de programación y configuración por pieza es sustancialmente mayor que para el trabajo de 3 ejes, por lo que 5 ejes ofrece el mejor retorno de la inversión cuando la complejidad de la pieza realmente lo exige. Comparación directa: vertical versus horizontal versus 5 ejes Diferencias técnicas y operativas clave entre las tres plataformas de fresado para guiar la selección inicial de la máquina Criterio Molino vertical Molino Horizontal Molino de 5 ejes Ejes de movimiento 3 (X, Y, Z) 3 paletas giratorias (B) 5 (X, Y, Z 2 rotatorio) Complejidad de la pieza Bajo a medio Medio (prismático) Alto / esculpido Configuraciones por pieza (típicas) 1–4 1–2 (lápida sepulcral) 1 Evacuación de virutas Pobres con mucho dinero Excelente (asistencia de gravedad) Variable por ángulo de inclinación Costo de capital relativo Bajo Medio – Alto Alto dificultad de programación Bajo Medio Alto Volumen de producción óptimo 1 – 500 piezas 5.000 – 500.000 unidades 1 – 5000 piezas (complejo) Mejor tipo de producción Taller de trabajo / bajo volumen Alto-volume batch Complejo / prototipo entegrating Milling with CNC Turning: The Mill-Turn Advantage Ninguna discusión sobre la selección de la plataforma de fresado está completa sin abordar cómo se cruzan las capacidades de fresado y torneado. La mayoría de los componentes mecanizados en la producción automotriz, energética y industrial en general son rotacionalmente simétricos (ejes, husillos, bridas, cubos), pero también tienen características fresadas como chaveteros, orificios transversales, caras planas y círculos de pernos. Procesar estas piezas en máquinas de torneado y fresado independientes significa dos configuraciones, dos fijaciones, dos oportunidades de error de referencia y el doble de cola y tiempo de manipulación. Serie de fresado y torneado CNC horizontal Las máquinas, comúnmente llamadas centros de torno-fresado o centros de torneado con herramientas motorizadas, combinan un husillo giratorio para operaciones de torneado con estaciones de herramientas motorizadas en la torreta para fresar, taladrar y roscar. La pieza de trabajo gira sobre el eje C y las herramientas motorizadas la acoplan radial o axialmente para cortar características fresadas en la misma configuración. Esta capacidad de configuración única tiene un impacto directo en las tolerancias de concentricidad: las características mecanizadas en la misma sujeción hacen referencia al mismo dato automáticamente, eliminando el error de nuevo sujeción que de otro modo se acumularía entre una operación de torneado y una operación de fresado posterior. Cuando una máquina de serie de fresado y torneado CNC horizontal es la elección correcta Piezas tipo eje que tienen diámetros torneados y características fresadas: una única configuración elimina el error al volver a colocar el plato y reduce el tiempo del ciclo al consolidar dos operaciones. Tamaños de lotes pequeños a medianos donde los gastos generales de operar celdas de torneado y fresado separadas consumirían más tiempo en manipulación y configuración que el mecanizado en sí. Piezas en las que la concentricidad entre las características torneadas y fresadas tiene una tolerancia estricta: lograr ±0,01 mm o más es mucho más confiable en una sola configuración que en dos máquinas separadas. Componentes que requieren operaciones de subhusillo, donde la pieza se transfiere del husillo principal a un segundo husillo para mecanizar el extremo opuesto sin intervención del operador. Serie de tornos verticales para piezas de trabajo pesadas y de gran diámetro Para piezas de trabajo muy grandes y pesadas (bridas de gran diámetro, cabezas de recipientes a presión, coronas dentadas, cubos de turbinas eólicas y carcasas de cojinetes pesadas), el Serie de torno vertical (torno de torneado vertical, VTL) ofrece capacidades que ni un centro de torneado horizontal ni una fresadora de pórtico pueden igualar de manera eficiente. En un VTL, la pieza de trabajo descansa sobre una gran mesa giratoria horizontal con el eje de rotación apuntando hacia arriba. La gravedad actúa para asentar la pieza de trabajo firmemente contra la cara de la mesa, eliminando la desviación y la distorsión de la mandíbula que genera un mandril horizontal al agarrar piezas grandes y pesadas. Para piezas de trabajo que superan los 800 mm de diámetro o los 1500 kg de masa, el mecanizado basado en VTL suele ser la única opción práctica. Las modernas máquinas de la serie de tornos verticales equipadas con cabezales de fresado dinámicos amplían aún más su capacidad: el fresado radial de orificios para pernos, el fresado axial de chaveteros y el fresado interpolado de cavidades curvas se pueden realizar sin retirar la pieza de trabajo de la mesa. Las piezas que antes pasaban por tres máquinas separadas (un torno horizontal, un taladro radial y un VMC) ahora se pueden completar con una sola sujeción, lo que reduce el tiempo de entrega total de días a horas. Elegir la plataforma adecuada: un marco de decisión práctico Antes de especificar un tipo de máquina, analice sistemáticamente estos cinco criterios. En la mayoría de los casos, dos o tres de ellos apuntarán claramente hacia una plataforma, mientras que los demás confirmarán o perfeccionarán la elección. Geometría de piezas y acceso a funciones: Cuente el número de caras que requieren características mecanizadas y observe si alguna característica está socavada, mezclada o de otro modo inaccesible para una cortadora de ángulo fijo. Una cara accesible → molino vertical. De dos a cuatro caras, todas planas → fresado horizontal o fresado-torneado. Superficies esculpidas, socavadas o mezcladas → Fresado de 5 ejes. Volumen de producción anual: Los prototipos de bajo volumen o el trabajo en taller rara vez justifican la infraestructura de cambio de paletas de una HMC o la sobrecarga de programación de un centro de 5 ejes. La producción en gran volumen de piezas prismáticas casi siempre justifica el costo de capital del molino horizontal dentro de uno o dos años de operación. Para piezas complejas de bajo volumen, un VMC de 5 ejes ofrece el mejor retorno de la inversión. Tamaño y masa de la pieza: Las piezas que superan los 1000 mm de diámetro o los 2000 kg de masa son candidatas naturales para una serie de tornos verticales en lugar de cualquier plataforma horizontal. Intentar mecanizar piezas de trabajo muy grandes y pesadas en equipos horizontales convencionales crea una distorsión de sujeción que no se puede corregir en la inspección posterior al mecanizado. Requisitos de tolerancia y acabado superficial: Cuando se requieren relaciones posicionales estrechas concentricidad, descentramiento y múltiples funciones (por ejemplo, un orificio de eje concéntrico a un diámetro exterior dentro de 0,005 mm), las plataformas de configuración única (fresadora-torneada o de 5 ejes) eliminan la deriva de referencia entre configuraciones que se acumula en los flujos de trabajo de varias máquinas. Cuanto más estricta sea la tolerancia, más fuertes serán los argumentos a favor de soluciones de sujeción única. Habilidad del operador y recurso de programación: Las plataformas de 5 ejes y de fresado-torneado exigen competencias en CAM, experiencia en posprocesador y habilidades de configuración significativamente mayores que un VMC estándar. Antes de comprometerse con una plataforma más compleja, evalúe honestamente las necesidades de capacitación y el tiempo de entrega. Un VMC bien utilizado y operado por un programador experto supera consistentemente a un centro de 5 ejes mal utilizado y operado por un equipo poco capacitado. Ejemplo práctico de flujo de trabajo: soporte de titanio aeroespacial Un ejemplo concreto hace tangible la lógica de selección de plataforma. Considere un soporte aeroespacial de titanio con seis caras mecanizadas, tres orificios transversales, cuatro radios de filete combinados en el contorno exterior y una tolerancia posicional de ±0,015 mm entre el orificio principal y cuatro patrones de orificios de montaje. Mecanizada únicamente en un molino vertical, esta pieza requiere seis configuraciones separadas . Cada ciclo de reinstalación requiere de 20 a 40 minutos de tiempo de configuración e indicación, y cada uno introduce un posible cambio de referencia. En seis configuraciones, el error de posición acumulativo puede exceder fácilmente la tolerancia de ±0,015 mm, lo que requiere el desguace o retrabajo de la pieza. Tiempo total transcurrido desde la pieza en blanco hasta la pieza terminada: 12 a 18 horas, incluida la cola, la configuración y el mecanizado. En una fresadora horizontal con un accesorio de lápida, la misma pieza se completa en dos configuraciones: una para el grupo de caras principal y otra para volver a montar las dos caras restantes. El tiempo de configuración se reduce a menos de una hora en total y la precisión posicional mejora significativamente porque se producen menos transferencias de datos. Tiempo total transcurrido: 6 a 8 horas. En un centro de mecanizado completo de 5 ejes, el soporte se completa con una sola sujeción: eliminando por completo cinco ciclos de re-fijación . Todas las relaciones posicionales entre características se mecanizan a partir de una referencia y los filetes combinados se producen mediante trayectorias de herramienta de 5 ejes simultáneas que una máquina de 3 ejes no puede replicar sin costosas herramientas de forma. Tiempo total transcurrido: 3 a 5 horas. Para los talleres que producen este soporte en cantidades superiores a 500 por mes, la automatización de paletas del molino horizontal ofrece un rendimiento superior y un menor costo por pieza. Para cantidades inferiores a 50 (prototipos y construcciones de calificación), la economía de configuración del centro de 5 ejes y la precisión de un solo dato lo convierten en la opción clara. Las consideraciones de mantenimiento difieren según la plataforma La selección de máquinas no es sólo una decisión de productividad: también es un compromiso de mantenimiento. Comprender las distintas demandas de mantenimiento de cada plataforma es esencial para una planificación realista del costo total de propiedad. Prioridades de mantenimiento del molino vertical Monitoreo del estado de los cojinetes del husillo: verifique el aumento térmico, los cambios en la firma de vibración y el descentramiento a intervalos programados; un cojinete de husillo degradado se muestra en el acabado de la superficie antes de fallar catastróficamente Sistemas de lubricación de guías: las guías lineales y los husillos de bolas requieren una entrega de lubricación constante; Las líneas de lubricante bloqueadas son una de las principales causas de desgaste prematuro de los husillos de bolas en los VMC Gestión del refrigerante: la acumulación de virutas en el cárter y el tanque de refrigerante degrada el equilibrio del pH y promueve el crecimiento bacteriano, lo que acelera la oxidación en el interior de la máquina y causa problemas de olores. Prioridades de mantenimiento de fresado horizontal y torneado Los mecanismos de cambio de paletas requieren una inspección periódica de los actuadores de sujeción, los pasadores de ubicación y los componentes de accionamiento; El desgaste de estos elementos hace que la repetibilidad del posicionamiento de la plataforma se degrade gradualmente. Los sistemas transportadores de virutas en molinos horizontales transportan un volumen de virutas significativamente mayor que los VMC y requieren inspección y limpieza diarias para evitar obstrucciones que puedan contaminar el circuito de refrigerante. En las máquinas de la serie de fresado y torneado CNC horizontal, las estaciones de torreta de herramientas activas requieren una inspección periódica de las interfaces de acoplamiento impulsado y el estado de los rodamientos dentro de cada estación motorizada. Prioridades de mantenimiento de las series de tornos verticales y de 5 ejes Las transmisiones de eje giratorio (engranajes helicoidales, motores de torsión de transmisión directa o mecanismos de levas de rodillos) requieren verificación de juego y precarga a intervalos programados para mantener la precisión angular de la que depende la precisión de 5 ejes. En las máquinas de la serie de tornos verticales, el sistema de sujeción y cojinete de la mesa giratoria de gran tamaño son los componentes de mayores consecuencias: el descentramiento de la mesa debe verificarse con un indicador de precisión como parte de cada ciclo de mantenimiento programado. Los sistemas de compensación térmica en plataformas VTL y de precisión de 5 ejes dependen de redes de sensores que deben verificarse y calibrarse; un sensor de temperatura desviado producirá compensaciones de compensación incorrectas que degradarán la precisión de la pieza sin activar una alarma obvia En todos los tipos de plataformas, la estrategia de mantenimiento más rentable es Monitoreo basado en la condición combinado con un programa de inspección y lubricación a intervalos fijos. . Aplazar el mantenimiento para reducir el tiempo de inactividad a corto plazo produce constantemente paradas no planificadas más grandes y disruptivas. Para máquinas de alta utilización en entornos de producción, el seguimiento de las horas del husillo, la distancia de recorrido del eje y el recuento de ciclos térmicos proporciona una base de datos para predecir los intervalos de servicio de los componentes en lugar de reaccionar ante fallas. .article-meta-bar { display: flex; align-items: center; gap: 16px; margin-bottom: 18px; padding-bottom: 14px; border-bottom: 2px solid #e8e8e8; } .meta-tag { display: inline-block; background-color: #c9151e; color: #ffffff; font-size: 13px; font-weight: bold; padding: 4px 12px; letter-spacing: 0.5px; text-transform: uppercase; } .meta-date { font-size: 14px; color: #888888; } section { margin-bottom: 40px; } h2 { font-size: 22px; font-weight: bold; text-align: left; margin-bottom: 15px; color: #1a1a1a; padding-left: 12px; border-left: 4px solid #c9151e; line-height: 1.35; } h3 { font-size: 16px; font-weight: bold; text-align: left; margin-bottom: 15px; color: #333333; } p { font-size: 16px; text-align: left; margin-bottom: 15px; line-height: 1.75; color: #444444; } ul, ol { font-size: 16px; text-align: left; margin-bottom: 15px; padding-left: 0; } li { margin-bottom: 5px; font-size: 16px; line-height: 1.65; color: #444444; } strong { color: #1a1a1a; } table { border-radius: 4px; overflow: hidden; } table tbody tr:hover td { background-color: #FDDFC4 !important; transition: background-color 0.15s ease; }
para mantener un Fresadora y torneado vertical De manera efectiva, debe seguir un cronograma estructurado que cubra la lubricación diaria, la inspección semanal del husillo, verificaciones mensuales de precisión geométrica y revisiones completas anuales. El mantenimiento adecuado prolonga la vida útil de la máquina al 30–50% , reduce el tiempo de inactividad no planificado hasta 60% y mantiene tolerancias dimensionales dentro de ±0,01 mm en piezas de trabajo de precisión. Ya sea que opere un Torno vertical CNC , un Torno vertical de doble columna , o un Centro de torneado vertical , los principios básicos de mantenimiento son coherentes y omitirlos provoca un desgaste acelerado, reparaciones costosas y una calidad de las piezas comprometida. Ningbo Hongjia CNC Technology Co., Ltd., establecida en 2018 y en funcionamiento desde 2006, es una empresa con sede en China Fabricante de tornos verticales y Proveedor de máquinas de torneado vertical con profunda experiencia en equipos de corte de metales CNC. Basándose en años de experiencia de campo, esta guía proporciona estrategias de mantenimiento prácticas y respaldadas por datos aplicables a una amplia gama de máquinas de torneado vertical utilizadas en los sectores aeroespacial, automotriz, energético y de fabricación pesada. Por qué la frecuencia del mantenimiento afecta directamente el rendimiento de la máquina Datos recopilados de Torno vertical de servicio pesado usuarios en plantas de fabricación en China, Alemania y Estados Unidos muestra una correlación directa entre la frecuencia de mantenimiento y la disponibilidad de la máquina. Demostración de máquinas revisadas según un estricto programa semanal 94,7% tasas de disponibilidad , mientras que las máquinas mantenidas sólo trimestralmente mostraron tasas de disponibilidad tan bajas como 71,3% . La brecha se traduce en cientos de horas de producción perdidas anualmente por máquina. el Centro de torneado vertical CNC opera bajo una tensión mecánica significativa: las mesas giratorias pueden transportar piezas de trabajo que pesan varias toneladas, las velocidades del husillo pueden alcanzar las 1500 RPM y las fuerzas de corte frecuentemente exceden los 10 000 N. Sin un cuidado rutinario, las superficies de las guías, los cojinetes del husillo y los sistemas hidráulicos se degradan mucho más rápido que los intervalos de servicio diseñados. Tasa de disponibilidad de la máquina por frecuencia de mantenimiento 60% 70% 80% 90% 100% height = (94.7-60)/40 * 200 = 173.5 --> 94,7% Diariamente (91.2-60)/40*200=156 --> 91,2% Semanal (83.5-60)/40*200=117.5 --> 83,5% Mensual (71.3-60)/40*200=56.5 --> 71,3% Trimestral Programa de mantenimiento el chart above illustrates a clear pattern: more frequent maintenance correlates strongly with higher machine availability. Las máquinas con mantenimiento diario logran casi un 95 % de tiempo de actividad , lo que brinda a los fabricantes una importante ventaja competitiva en entornos de producción de alto volumen. Incluso la actualización del mantenimiento trimestral a mensual produce una mejora de aproximadamente 12 puntos porcentuales en la disponibilidad. Para operadores de Tornos verticales de gran diámetro o centros de torneado de servicio pesado, estos datos subrayan por qué la inversión en mantenimiento se amortiza muchas veces mediante la reducción de los costos de tiempo de inactividad. Lista de verificación de mantenimiento diario para tornos verticales CNC El mantenimiento diario constituye la base de un sólido programa de cuidado de la máquina. Cada turno debe comenzar y terminar con una rutina de inspección estructurada que no demore más de 15 a 20 minutos pero que evite la gran mayoría de fallas inesperadas. Las siguientes tareas se aplican igualmente a un compacto Centro de torneado vertical y a large Torno vertical de doble columna . Comprobaciones de puesta en marcha previas al turno Verifique el nivel de aceite hidráulico en el depósito; manténgalo entre las marcas MIN y MAX. Inspeccione el nivel de aceite lubricante de las guías y las superficies de apoyo de la mesa giratoria. Verifique que la concentración de refrigerante esté dentro del rango de emulsión del 6 al 10 % utilizyo un refractómetro. Ejecute un ciclo de calentamiento a bajas RPM (10 a 15 minutos) antes del mecanizado a carga completa. Confirme que todos los servovariadores de eje no muestren códigos de alarma en el panel del controlador CNC. Verifique que la torreta de herramientas esté indexada de manera segura: gírela manualmente y escuche si hay sonidos irregulares. Protocolo de limpieza al final del turno Retire todas las virutas de metal del área de trabajo, del transportador de virutas y del colador del tanque de refrigerante. Limpie las superficies de las guías con un paño sin pelusa y aplique una fina película de aceite. Inspeccione el orificio cónico del husillo para detectar contaminación por virutas; límpielo con un paño seco. Registre cualquier vibración, sonido o lectura térmica inusual en el registro de la máquina. Procedimientos de inspección semanales y mensuales Más allá de las rutinas diarias, las inspecciones semanales y mensuales estructuradas abordan grupos de componentes que se deterioran en ciclos más largos. Estas tareas requieren más tiempo y, a veces, herramientas especializadas, pero detectan los problemas en desarrollo antes de que se conviertan en fracasos. Para operadores de un Torno vertical de servicio pesado Al manipular piezas de trabajo de gran diámetro, estas inspecciones no son negociables. Tabla 1: Comparación de tareas de mantenimiento semanales versus mensuales para tornos verticales Categoría de tarea Semanal Tasks Mensual Tasks Sistema de lubricación Rellene, verifique la salida de la bomba de lubricación automática Análisis completo de aceite, cambio de filtro. Husillo y rodamientos Escuche si hay ruidos anormales, verifique la temperatura Análisis de vibraciones, medición del juego de rodamientos. Guías Control visual de desgaste, punto de lubricación manual Medición de rectitud y planitud con comparador Sistema hidráulico Compruebe la presión de trabajo (objetivo: 8–12 MPa) Reemplace el filtro hidráulico, inspeccione los sellos Gabinetes Eléctricos Limpiar el polvo de las rejillas de ventilación del gabinete Verifique las conexiones de los terminales, mida el voltaje de suministro Sistema de refrigerante Verifique el pH (objetivo: 8,5–9,5), rellene según sea necesario Cambio completo de refrigerante si el recuento de bacterias es alto Una tarea mensual que comúnmente se pasa por alto es verificación de precisión geométrica . Utilizando un comparador de precisión y una barra de referencia certificada, los operadores deben medir el descentramiento del husillo (aceptable: ≤0,005 mm), la planitud de la superficie de la mesa giratoria (aceptable: ≤0,01 mm por 1000 mm) y la perpendicularidad del riel transversal a la mesa. Cualquier desviación más allá de la tolerancia exige una acción correctiva inmediata por parte de un técnico de servicio calificado y familiarizado con Centro de torneado vertical CNC geometría. Gestión de la lubricación: la tarea de mantenimiento más crítica Los datos del análisis de fallas de la industria muestran consistentemente que Aproximadamente el 40% de todas las fallas prematuras de componentes de máquinas CNC. Se remonta directamente a una deficiencia de lubricación: ya sea tipo de aceite incorrecto, cantidad incorrecta, lubricante contaminado o ciclos de lubricación perdidos. por un Máquina de torneado vertical Al operar bajo cargas pesadas, la lubricación adecuada no es opcional: es la acción de mantenimiento de mayor influencia disponible. Causas principales de falla prematura de los componentes de la máquina fracaso Causas Problemas de lubricación: 40% Contaminación: 22% Error del operador: 18% Problemas eléctricos: 12% Otros factores: 8% el chart highlights that lubrication-related issues account for 40% de todas las fallas prematuras de componentes en equipos de giro vertical, lo que la convierte en la causa de falla dominante por un margen significativo sobre la contaminación (22%) y el error del operador (18%). Estos datos respaldan firmemente la asignación de la mayor parte del tiempo de mantenimiento diario a revisiones y recargas de lubricación. por un Torno vertical de doble columna , que tiene más superficies de apoyo y guías más largas que un diseño de una sola columna, la exposición al riesgo de lubricación es aún mayor, lo que exige una atención más frecuente. Establecer un mapa de lubricación documentado para cada máquina (especificando el grado, la cantidad y el intervalo de aceite para cada punto de lubricación) es una de las prácticas más efectivas que un equipo de mantenimiento puede implementar. Especificaciones de lubricantes recomendados Aceite para carriles guía: Aceite ISO VG 32 o VG 68 vías con aditivos antideslizantes. Cojinetes de husillo: Grasa de alta velocidad, NLGI Grado 2, base de complejo de litio. Sistema hidráulico: Aceite hidráulico antidesgaste ISO VG 46, sustituido cada 2.000 horas de funcionamiento. Cajas de cambios: Aceite para engranajes ISO VG 220, sustituido cada 4.000 horas de funcionamiento. Transmisión por cadena: Lubricante para cadenas en spray, aplicado cada 500 horas de funcionamiento. Mantenimiento de husillos y mesas giratorias para tornos verticales de servicio pesado el spindle and rotary table are the heart of any Torno vertical de servicio pesado . En máquinas grandes diseñadas para manipular piezas de trabajo que pesan entre 5 y 80 toneladas, estos componentes deben mantenerse según estándares exigentes. La temperatura del cojinete del husillo es un indicador clave de salud: la temperatura de funcionamiento normal debe permanecer por debajo de 50°C , unnd any reading above 65°C warrants immediate investigation. On Centro de torneado vertical CNCs Con sistemas de compensación térmica integrados, es igualmente importante verificar que el algoritmo de compensación esté funcionando correctamente. Temperatura del rodamiento del husillo: máquina sana versus degradada (°C) 80°C 70°C 60°C 50°C 40°C 30°C 0h 1h 2h 3h 4h 5h 6h 7h Advertencia de 65°C Máquina bien mantenida Máquina degradada el line chart compares spindle bearing temperature profiles over a 7-hour production shift. A La máquina bien mantenida se estabiliza alrededor de 45-46°C. dentro de las primeras dos horas y mantiene ese nivel de manera constante, lo que indica una lubricación saludable y una precarga adecuada del rodamiento. Por el contrario, una máquina degradada con grasa insuficiente o cojinetes desgastados sube continuamente, potencialmente excediendo 78°C al final del turno — bien dentro de la zona de peligro donde el temple del acero para rodamientos comienza a degradarse. Los operadores deben utilizar un termómetro infrarrojo o lecturas de termopar integrado al inicio, a la mitad y al final de cada turno de producción para realizar un seguimiento de este perfil para sus necesidades específicas. Máquina de torneado vertical . Cualquier tendencia que muestre un aumento de la temperatura más allá de la fase de estabilización del calentamiento es una señal clara que requiere investigación antes del próximo turno. Pasos de mantenimiento de la mesa giratoria Inspeccione las ranuras de sujeción de la superficie de la mesa cada semana en busca de residuos y deformaciones. Verifique el juego del engranaje helicoidal trimestralmente; el rango aceptable suele ser de 0,02 a 0,05 mm. Mida el descentramiento de la mesa cada tres meses utilizando un indicador de precisión (objetivo: ≤0,008 mm). Reemplace los cojinetes radiales y de empuje según el cronograma horario del fabricante, generalmente cada 8 000 a 12 000 horas, según la clase de peso de la pieza de trabajo. Verifique que la presión de sujeción hidráulica alcance el valor especificado (generalmente 5 a 8 MPa) antes de operaciones de corte con cargas pesadas. Sistema de Control CNC y Mantenimiento Eléctrico moderno Centro de torneado vertical CNCs están controlados por sofisticados sistemas de control numérico provenientes de plataformas como FANUC, Siemens SINUMERIK, o sistemas propietarios desarrollados por la Fabricante de tornos verticales . Los equipos de mantenimiento centrados en componentes mecánicos a menudo no dan prioridad al mantenimiento de los sistemas eléctricos y de control, pero los problemas eléctricos representan 12% de fallos prematuros y can cause data loss, axis crashes, and costly program errors. Acciones de mantenimiento del sistema de control Respaldo de batería: Reemplace la batería de respaldo de la memoria del controlador CNC cada 2 o 3 años. Una batería agotada provoca la pérdida del programa durante cortes de energía. Ventiladores de refrigeración del variador: Inspeccione y limpie todos los ventiladores de refrigeración del servovariador mensualmente. Los ventiladores bloqueados provocan fallos por sobretemperatura en el variador. Cables de codificador: Inspeccione trimestralmente los conectores del codificador y del cable de retroalimentación para detectar corrosión, daños por flexión y un asiento seguro. Copia de seguridad de parámetros: Exporte y almacene una copia de seguridad completa de los parámetros en un dispositivo externo después de cualquier servicio que afecte la configuración del controlador. Integridad del terreno: Mida la resistencia a tierra de la máquina principal anualmente; debe estar por debajo de 4 ohmios para evitar interferencias y ruido eléctrico. Aire acondicionado del gabinete: En máquinas en ambientes calurosos o polvorientos, limpie o reemplace los filtros del aire acondicionado del gabinete mensualmente. Revisión anual y restauración de la precisión geométrica a largo plazo Cada 12 meses, o después aproximadamente entre 4.000 y 6.000 horas de funcionamiento , un comprehensive overhaul should be performed. This is particularly critical for Tornos verticales de gran diámetro y Torno vertical de doble columnas trabajar con aleaciones duras, donde el desgaste acumulativo se acumula más rápido que en máquinas que utilizan materiales más blandos. La revisión anual restaura las tolerancias geométricas originales, reemplaza los componentes de vida útil programada y documenta la condición base actual de la máquina. Puntuación de estado del componente: antes y después de la revisión anual (0–100) 282.4, 148.8 --> 296.7, 208.3 --> 168, 206 --> husillo carril guía Hidráulico Mesa giratoria refrigerante electrico Antes de la revisión Después de la revisión el radar chart illustrates typical component health scores before and after a structured annual overhaul on a Torno vertical de servicio pesado . Antes de la revisión, la mayoría de los subsistemas obtienen una puntuación de entre 55 y 72 sobre 100, lo que refleja desgaste acumulado, contaminación y mantenimiento menor diferido. Después de una revisión exhaustiva, todos los subsistemas se recuperan al rango de 89 a 97, acercándose mucho a la condición de una máquina nueva. Estos datos refuerzan la lógica económica de las revisiones programadas: el coste de una revisión anual planificada suele ser 4 a 8 veces menor que el costo combinado de una avería no planificada que incluye piezas, mano de obra de emergencia y pérdida de producción. Los sistemas de husillo y guía muestran las mayores ganancias de recuperación, que también son los componentes más directamente responsables de la precisión dimensional en las piezas terminadas. Actividades clave de revisión anual Desmontaje completo e inspección del conjunto del husillo, incluido el reemplazo de rodamientos. Vuelva a raspar o rectificar la guía si el error de planitud de la superficie supera los 0,02 mm por 1.000 mm. Reemplazo de todos los sellos hidráulicos y juntas tóricas como medida de precaución. Comprobación de la precarga del husillo de bolas: vuelva a tensarlo o reemplácelo si el juego supera los 0,03 mm. Lavado completo del sistema de refrigerante, limpieza del tanque y carga de refrigerante nuevo. Calibración láser de todos los ejes lineales: compárelo con el certificado de inspección geométrica original. Prácticas de mantenimiento específicas para tornos verticales de doble columna el Torno vertical de doble columna (también conocido como torno vertical estilo pórtico) presenta desafíos de mantenimiento únicos en comparación con los diseños de una sola columna. Con dos columnas verticales que sostienen un riel transversal que puede pesar varias toneladas y viajar verticalmente, la rigidez estructural y la nivelación de la base de la máquina se convierten en variables críticas de mantenimiento. Cualquier asentamiento de fundación de más de 0,05 mm por 1.000 mm debe corregirse mediante cuñas de precisión antes de realizar más operaciones de mecanizado. Merecen especial atención los mecanismos de sujeción de los rieles transversales. El sistema de bloqueo debe sujetar el riel contra fuerzas de corte que pueden exceder 15.000 N en pasadas de desbaste pesado . Inspeccione las almohadillas y superficies de sujeción cada seis meses para detectar desgaste y verifique que la presión de sujeción hidráulica alcance el punto de ajuste especificado de manera constante. Asignación de tiempo de mantenimiento anual: torno vertical de doble columna (%) 0% 20% 40% 60% 80% 100% 28% Lubricación 22% Cheques geométricos 18% Hidráulico System 15% electrico / CNC 12% husillo & Bearings 8% refrigerante System el horizontal bar chart shows how annual maintenance hours are typically allocated across subsystems of a Torno vertical de doble columna . Las tareas de lubricación dominan con un 28%, lo que refleja la gran cantidad de superficies de apoyo y longitudes de guías en un diseño de doble columna. Las comprobaciones de precisión geométrica ocupan el segundo lugar con un 22 %; esto es significativamente mayor que en máquinas más pequeñas de una sola columna porque cualquier desalineación entre las dos columnas se propaga directamente a la geometría de la pieza mecanizada. El mantenimiento del sistema hidráulico al 18% refleja la complejidad del circuito hidráulico requerido para manejar simultáneamente las funciones de sujeción de rieles transversales, sujeción de piezas de trabajo y contrapeso. En conjunto, estas tres categorías representan 68% del esfuerzo total de mantenimiento y should be prioritized when staffing and scheduling maintenance resources. Gestión del sistema de refrigeración y control de la contaminación el cutting coolant system in a Máquina de torneado vertical cumple múltiples funciones críticas: reduce el calor de corte, elimina las virutas de la zona de corte, prolonga la vida útil de la herramienta y previene la corrosión en las superficies mecanizadas. Cuando se descuida el sistema de refrigeración, el crecimiento bacteriano puede degradar la emulsión, reduciendo sus propiedades lubricantes y generando olores desagradables y posibles riesgos de irritación de la piel para los operadores. La investigación en entornos de fabricación muestra que un sistema de refrigeración gestionado adecuadamente puede prolongar la vida útil de la herramienta de corte entre un 20 % y un 35 % en comparación con el refrigerante degradado. por un Torno vertical CNC Al utilizar herramientas de carburo o cerámica por valor de cientos de dólares por plaquita, esto representa un ahorro de costos significativo durante un año completo de producción. Tabla 2: Parámetros del sistema de refrigerante: valores objetivo y umbrales de advertencia Parámetro Rango objetivo Umbral de advertencia Acción requerida Concentración (Refractómetro) 6 – 10% 12% Añadir concentrado o diluir Nivel de pH 8,5 – 9,5 10,0 Ajustar con biocida/tampón Recuento bacteriano (UFC/mL) >100.000 Añadir biocida; considere el cambio completo Contenido de aceite atrapado >4% Utilice una espumadera; comprobar los sellos hidráulicos Turbidez / Apariencia Blanco lechoso, uniforme Gris, marrón o separado Drenaje y recarga completos del sistema Estrategias de mantenimiento predictivo para fresadoras y torneado verticales Ir más allá del mantenimiento preventivo programado hacia mantenimiento predictivo permite a los fabricantes identificar componentes deteriorados antes de que fallen, programando reparaciones a intervalos planificados en lugar de reaccionar ante averías. Para Centro de torneado vertical CNCs Al ejecutarse en entornos de alta utilización, las estrategias predictivas basadas en datos de sensores pueden reducir el tiempo de inactividad no planificado en un valor adicional. 25-40% más allá de lo que el mantenimiento programado por sí solo logra. Reducción del tiempo de inactividad no planificado por estrategia de mantenimiento (%) 0% 10% 30% 50% 70% 90% 0% reactivo height=55/100*(230-40-... scale: y= 230-(val/100)*190 --> 55% Preventivo 230-148.2=81.8, h=148.2 --> 78% Predictivo 86% CBM IA Estrategia de mantenimiento el column chart compares unplanned downtime reduction achieved by four maintenance strategies. Mantenimiento puramente reactivo no ofrece ninguna reducción: las máquinas funcionan hasta que se estropean, lo que provoca la máxima interrupción. Un cronograma preventivo estructurado reduce el tiempo de inactividad en aproximadamente un 55 %, razón por la cual sigue siendo la base de la industria. Mantenimiento predictivo el uso de sensores de vibración, monitoreo de temperatura y análisis de aceite eleva esta cifra al 78%. El enfoque más avanzado, Monitoreo basado en la condición (CBM) mejorado por el reconocimiento de patrones de IA , puede lograr una reducción del 86 % en el tiempo de inactividad no planificado al detectar cambios sutiles en el rendimiento semanas antes de que ocurra una falla. Para Proveedor de máquinas de torneado verticals Al recomendar programas de mantenimiento a sus clientes, estos datos proporcionan un argumento convincente para invertir en infraestructura de sensores en máquinas de alta utilización. Tecnologías clave de monitoreo predictivo Análisis de vibraciones: Los acelerómetros montados en carcasas de husillos y cajas de engranajes detectan firmas de frecuencia asociadas con defectos en rodamientos, desgaste de engranajes y desequilibrios. Recuento de partículas de aceite: Los contadores de partículas en línea en la línea de retorno hidráulico detectan niveles crecientes de contaminación que preceden a la falla de la bomba o la válvula. elrmal imaging: Las inspecciones trimestrales con cámaras infrarrojas de los gabinetes eléctricos revelan puntos calientes en las conexiones antes de que provoquen fallas en las unidades o incendios. Monitoreo de corriente servo: La tendencia de la corriente de accionamiento necesaria para mover cada eje a velocidad constante revela una fricción o holgura creciente en guías y husillos de bolas. Acerca de Hongjia CNC: fabricante y socio de mantenimiento Ningbo Hongjia CNC Technology Co., Ltd. comenzó a operar en 2006 y se estableció formalmente en 2018. Con sede en el nuevo distrito de Qianwan de la ciudad de Ningbo, provincia de Zhejiang, dentro del ala sur de la zona económica del delta del río Yangtze de China, Hongjia CNC es una empresa integrada verticalmente que se especializa en la investigación, el desarrollo, la producción y la venta de equipos de corte de metales CNC. como un experimentado Fabricante de tornos verticales de China y Proveedor de máquinas de torneado vertical , la empresa diseña sus máquinas con la accesibilidad al mantenimiento como una prioridad central de ingeniería: colectores de lubricación centralizada, paneles de inspección accesibles y sistemas de diagnóstico integrados por CNC que muestran recordatorios de mantenimiento directamente en el controlador HMI. La gama de productos de Hongjia CNC abarca modelos compactos Centro de torneado verticals adecuado para piezas de precisión de lotes medianos hasta de gran formato Torno vertical de doble columnas Diseñado para componentes de energía eólica, minería y construcción naval. Independientemente del tamaño o la aplicación de la máquina, los principios de mantenimiento descritos en esta guía se aplican de manera consistente en toda la familia de productos. El equipo de servicio técnico de la empresa brinda soporte de puesta en marcha in situ, servicios de inspección periódica y asistencia de diagnóstico remoto a clientes de Asia, Europa y América. Preguntas frecuentes P1. ¿Con qué frecuencia debo cambiar el aceite hidráulico en un Torno Vertical CNC? Hidráulico oil should be replaced every 2.000 horas de funcionamiento o anualmente, lo que ocurra primero. Realice una muestra de análisis de aceite a intervalos de 1000 horas para detectar contaminación o degradación temprana antes de que se alcance el intervalo de cambio completo. P2. ¿Qué causa la vibración excesiva en un torno vertical durante el corte? Las causas comunes incluyen cojinetes de husillo desgastados, sujeción floja del portaherramientas, desequilibrio de la pieza de trabajo, presión de sujeción de la mesa insuficiente o superficies de guía deterioradas. Comience el diagnóstico con lecturas de temperatura y vibración del cojinete del husillo antes de investigar otros subsistemas. P3. ¿Cómo compruebo la precisión geométrica de un torno vertical de doble columna? Utilice un comparador de precisión montado en el ariete o en el travesaño para medir el descentramiento de la superficie de la mesa, el descentramiento de la cara del husillo y la rectitud de la guía. Compare las lecturas con el certificado de inspección de fábrica original. Las revisiones deben realizarse mensualmente y siempre después de cualquier colisión o reparación importante. P4. ¿Cuál es el procedimiento de calentamiento recomendado para un torno vertical de servicio pesado? Ejecute el husillo en 10-20% de la velocidad máxima durante 10 a 15 minutos antes del mecanizado a carga completa. Esto permite que el aceite se distribuya por todos los puntos de lubricación y permite que las holguras de los rodamientos se estabilicen térmicamente, reduciendo el riesgo de errores térmicos en las primeras piezas de trabajo del turno. P5. ¿Cuánto duran normalmente los rodamientos de husillo en un centro de torneado vertical CNC? Con una lubricación y una gestión de carga adecuadas, los rodamientos de husillo de precisión pueden durar 15.000–25.000 horas de funcionamiento . En aplicaciones de servicio pesado con grandes diámetros de piezas de trabajo y ciclos de desbaste agresivos, este rango puede reducirse a 8000-12000 horas. La tendencia de vibración proporciona la indicación más temprana del fin de vida útil del rodamiento. P6. ¿Puedo utilizar cualquier marca de refrigerante en un torno y fresadora vertical? Utilice refrigerantes sintéticos o semisintéticos miscibles en agua de proveedores acreditados que cumplan con las especificaciones del fabricante de la máquina. Mezclar diferentes tipos de refrigerantes puede provocar inestabilidad de la emulsión y acelerar el crecimiento bacteriano. Consulte siempre el manual de la máquina o el Fabricante de tornos verticales para grados de refrigerante aprobados.
un Fresadora y torneado de precisión de alta velocidad Combina las funciones de torneado y fresado en una sola plataforma, lo que permite a los fabricantes completar piezas complejas en una sola configuración sin reposicionar las piezas de trabajo. Esto reduce drásticamente el tiempo del ciclo, reduce las tasas de desechos y mejora la precisión dimensional en industrias como la aeroespacial, la de dispositivos médicos, la automotriz y la energética. Ya sea que esté evaluando un Centro de torneado-fresado CNC Por primera vez o actualizando su línea de producción actual, esta guía brinda la profundidad técnica y la visión práctica que necesita para tomar una decisión informada. Ningbo Hongjia CNC Technology Co., Ltd., fundada en 2006 y establecida oficialmente en 2018, tiene su sede en el nuevo distrito de Qianwan, ciudad de Ningbo, provincia de Zhejiang, una ubicación estratégica dentro de la zona económica del delta del río Yangtze en China. Como fabricante especializado de Tornos y fresadoras de doble husillo y sistemas de fresado y torneado de husillo eléctrico de alta velocidad, Hongjia CNC aporta más de una década de experiencia en ingeniería a cada máquina que produce. Esta guía se basa en datos de producción del mundo real y puntos de referencia de la industria para ayudarlo a comprender la tecnología por dentro y por fuera. ¿Qué es el torneado y fresado CNC? Una respuesta directa El torneado y fresado CNC es una proceso de mecanizado multitarea donde una máquina controlada numéricamente por computadora realiza simultánea o secuencialmente corte rotacional (torneado) y corte multieje (fresado) en una sola pieza de trabajo. El mecanizado tradicional requería dos máquinas independientes y dos configuraciones; un Máquina de torneado y fresado CNC reduce esto en una operación automatizada, eliminando errores de re-tiraje y reduciendo el tiempo total de producción hasta en un 60% en escenarios de piezas complejas. unl tornear, la pieza de trabajo gira contra una herramienta de corte estacionaria para producir formas cilíndricas, ranuras, roscas y conos. En el fresado, una herramienta giratoria se mueve a lo largo de múltiples ejes para cortar partes planas, cavidades, ranuras y superficies contorneadas. un Máquina de fresado giratorio integra ambos movimientos, generalmente en un eje C o un eje Y común, lo que permite mecanizar características como orificios descentrados, chaveteros, caras en ángulo y roscas helicoidales sin tener que retirar la pieza del mandril. Reducción del tiempo de configuración: torneado-fresado tradicional frente a CNC (minutos por pieza) Eje simple Cuerpo de válvula Impulsor Implante Quirúrgico 180 290 350 400 70 110 130 155 Configuración múltiple tradicional Centro de torneado-fresado CNC El cuadro anterior compara el total de minutos de preparación por tipo de pieza entre los enfoques tradicionales de múltiples máquinas y un centro de torneado-fresado CNC. Para componentes complejos como implantes quirúrgicos, la plataforma combinada de torneado y fresado reduce el tiempo de configuración de 400 minutos a aproximadamente 155 minutos, una mejora del 61 %. En todos los tipos de piezas mostrados, el Centro Turn-Mill ofrece consistentemente más del 50 % de ahorro de tiempo, lo que se traduce directamente en un mayor rendimiento y un menor costo por unidad. Esta ventaja de tiempo se multiplica a escala: una fábrica que produce 500 implantes por mes ahorra más de 120.000 minutos de configuración al año. Tecnologías centrales dentro de una máquina CNC de alta velocidad moderno Máquinas CNC de alta velocidad se construyen alrededor de una pila de tecnologías interconectadas y cada una de ellas contribuye a la precisión, la velocidad y la confiabilidad. Comprender estos componentes le ayuda a evaluar las especificaciones de forma inteligente en lugar de depender únicamente de afirmaciones de marketing. Sistemas de husillo eléctrico de alta velocidad El huso es el corazón de cualquier Fresadora y torneado de husillo eléctrico de alta velocidad . Los husillos eléctricos (también llamados husillos motorizados o husillos de motor integral) integran el motor directamente dentro de la carcasa del husillo, eliminando las transmisiones por correa y los trenes de engranajes. Este diseño logra velocidades de husillo de 6000 RPM a más de 40 000 RPM con un juego prácticamente nulo, una estabilidad térmica superior y una vibración significativamente reducida. En Hongjia CNC, los conjuntos de husillos eléctricos están equilibrados con precisión según el grado ISO 1940 G1, lo que garantiza que los acabados superficiales del acero endurecido permanezcan por debajo de Ra 0,4 µm incluso a velocidades máximas. El sistema de precarga de rodamientos del husillo es igualmente crítico. Los rodamientos de bolas cerámicos de contacto angular toleran cargas radiales y axiales mientras funcionan con valores DN altos (diámetro interior × RPM), lo que los convierte en el estándar de la industria para CNC de husillo de alta velocidad aplicaciones. Hongjia CNC utiliza circuitos de lubricación de aceite y aire para mantener la temperatura del rodamiento dentro de ±2°C de la temperatura de funcionamiento objetivo, evitando la expansión térmica que de otro modo comprometería la precisión del posicionamiento en tiradas de producción largas. Servoaccionamientos lineales y precisión de posicionamiento Los equipos de mecanizado de precisión dependen de servoejes lineales que pueden posicionarse con una repetibilidad inferior a 2 µm. Los husillos de bolas con tuercas dobles precargadas son el estándar, aunque los motores lineales de accionamiento directo se utilizan cada vez más en máquinas premium para eliminar por completo el juego de inversión. Los sistemas de retroalimentación de escala de vidrio de circuito cerrado comparan continuamente la posición ordenada con la posición real, corrigiendo las desviaciones en tiempo real. un tipico Centro de mecanizado CNC con retroalimentación de escala lineal logra una precisión de posicionamiento de ±0,002 mm y una repetibilidad de ±0,001 mm, cifras que son esenciales al mecanizar sujetadores aeroespaciales de tolerancia estricta o orificios de implantes ortopédicos. Sistemas de control CNC e integración de fabricación inteligente Fabricación CNC inteligente se extiende más allá del hardware. Los controladores CNC modernos son compatibles con FunNUC, Siemens o sistemas patentados asistidos por IA que optimizan las velocidades de avance, detectan el desgaste de las herramientas mediante análisis de firmas de vibración y comunican datos de producción a los MES (sistemas de ejecución de fabricación) de fábrica a través de protocolos OPC-UA o MTConnect. Hongjia CNC integra lógica programable para ciclos automáticos de medición de piezas de trabajo: la sonda del husillo mide cada pieza después del mecanizado y escribe compensaciones correctivas si las dimensiones se desvían más allá de la tolerancia, logrando un control dimensional de circuito cerrado sin intervención del operador. Comparación de precisión de posicionamiento por tipo de máquina (μm) 5 10 15 20 Error de posicionamiento (μm): cuanto más bajo, mejor 18 micras Torno Convencional 8 micras CNC estándar 3 micras Centro de torneado y fresado 1,5 micras Husillo eléctrico de alta velocidad Este gráfico de barras horizontales ilustra el error de posicionamiento en micrómetros en cuatro categorías de máquinas. Un torno convencional introduce hasta 18 µm de error posicional, algo aceptable para torneado en bruto pero demasiado burdo para aplicaciones aeroespaciales o médicas. Una máquina fresadora y torneadora de husillo eléctrico de alta velocidad reduce esto a solo 1,5 µm, lo que permite tolerancias que de otro modo requerirían costosas operaciones de rectificado. La espectacular mejora entre un CNC estándar y un centro de torneado-fresado dedicado (8 µm frente a 3 µm) demuestra por qué muchos fabricantes de precisión están haciendo la transición a plataformas integradas. Para industrias donde una sola micra de desviación puede causar el rechazo de piezas, la inversión en una máquina de alta precisión se amortiza rápidamente a través de menores costos de desperdicio y retrabajo. Torneado y fresado con doble husillo: el multiplicador de producción un Fresadora y torneado de doble husillo alberga dos husillos independientes, normalmente un husillo principal y un husillo secundario, que pueden funcionar simultáneamente o en una secuencia de transferencia sincronizada. Esta arquitectura es un multiplicador de producción porque el subhusillo puede recoger una pieza que se ha completado en el husillo principal, mecanizar sus características traseras mientras el husillo principal inicia la siguiente pieza en bruto y luego expulsar la pieza terminada, todo sin intervención manual ni reposicionamiento. un Máquina fresadora y torneadora de juntas de doble husillo lleva esto más lejos acoplando los dos husillos mecánica o electrónicamente para un corte gemelo sincronizado, lo cual es especialmente valioso para producir componentes simétricos como ejes de dos extremos, piezas de imagen especular o conjuntos giratorios equilibrados. En la producción de árboles de levas para automóviles, por ejemplo, el torneado doble sincronizado reduce el tiempo total del ciclo en un 45% en comparación con el torneado secuencial de un solo husillo, al mismo tiempo que mejora la concentricidad porque ambos extremos se mecanizan en una única envoltura térmica. Tabla 1: Métricas de rendimiento de torneado-fresado de un solo husillo frente a dos husillos Métrica Torno-fresador de un solo husillo Torno-fresador de doble husillo Mecanizado trasero Op-2 Reenganche manual unutomatic sub-spindle transfer Tiempo de ciclo (parte compleja) ~18 minutos ~10 minutos Error al volver a tirar ±15–30 µm ±0 µm (sin reenganche) Requisito del operador 1 operador/máquina 1 operador / 3–4 máquinas Estaciones de herramientas 12-16 24–36 Huella del piso ~6m² ~10–13 m² La tabla anterior resalta por qué los fabricantes líderes en la producción de piezas de precisión de gran volumen eligen configuraciones de doble husillo a pesar de que ocupan un mayor espacio en el piso. Cuando un operador puede supervisar tres o cuatro máquinas autónomas, el coste laboral por pieza cae drásticamente. La eliminación del error de reposicionamiento es igualmente importante: en el mecanizado CNC de piezas médicas, los errores de reposicionamiento de incluso 20 µm pueden provocar una discrepancia en el orificio de los implantes ortopédicos, lo que genera costosos informes de no conformidad. Aplicaciones industriales: donde los equipos de mecanizado de precisión ofrecen el mayor valor Equipos CNC industriales del tipo de torneado y fresado se utiliza en un amplio espectro de industrias. Sin embargo, ciertos sectores se benefician más dramáticamente de la combinación de velocidad, precisión y automatización que brindan estas máquinas. Máquina CNC para piezas aeroespaciales unerospace components — engine turbine blades, landing gear actuator shafts, fuel system valves, and structural brackets — demand tolerances measured in single-digit micrometers, alongside material certifications for titanium alloys (Ti-6Al-4V), Inconel 718, and aerospace-grade aluminum. A Fresadora giratoria de 5 ejes es particularmente adecuado aquí porque puede interpolar el eje B (cabezal inclinable) o el eje C (mesa giratoria) simultáneamente con X, Y, Z y el husillo giratorio, produciendo características complejas adyacentes al perfil aerodinámico en una sola sujeción. En un estudio de caso aeroespacial documentado, el cambio de un centro de mecanizado de 3 ejes más un torno independiente a un centro de torneado-fresado de 5 ejes redujo el número de configuraciones de siete a uno, reduciendo el tiempo total de mecanizado en un 68 % y reduciendo los costos de accesorios en más de un 40 %. Mecanizado CNC de piezas médicas Mecanizado CNC de piezas médicas Los requisitos se encuentran entre los más exigentes en la fabricación. Los tornillos óseos, los implantes dentales, las jaulas espinales y los vástagos de cadera deben cumplir con los estándares de gestión de calidad ISO 13485, las especificaciones de materiales ASTM para titanio de grado quirúrgico y cromo cobalto y requisitos de acabado superficial, a menudo inferiores a Ra 0,2 µm. Una máquina fresadora y torneadora de precisión de alta velocidad aborda las tres dimensiones simultáneamente. Las máquinas CNC de Hongjia se han utilizado en la producción de anclajes óseos de precisión con pasos de rosca de 0,35 mm, manteniendo la precisión del paso dentro de ±0,003 mm en lotes de producción de 10 000 piezas, un nivel de consistencia que los procesos de inspección y pulido manual no pueden lograr de manera confiable. unutomotive and Energy Sector Components En la fabricación de automóviles, un Máquina CNC multitarea maneja muñones de cigüeñal, piezas en bruto de engranajes de transmisión, piñones de cremallera de dirección y ruedas de compresores de turbocompresor: piezas que combinan diámetros torneados con perforaciones transversales o chaveteros fresados. El sector energético requiere capacidades de fresadora de torno CNC para componentes de perforación de fondo de pozo, cuerpos de válvulas submarinas y ejes de rotores de turbinas de gas, donde los tamaños de lote son más pequeños pero la complejidad de las piezas y la dureza del material superan los límites del mecanizado convencional. Tasa de adopción de torneado-fresado por industria (encuesta industrial de 2024,%) 78% unerospace 71% medico 63% unutomotive 54% Energía 39% Electrónica Porcentaje de fabricantes que utilizan tecnología torneado-fresado (%) Según una encuesta de la industria realizada en 2024 que abarcó a más de 1200 fabricantes en cinco sectores, el sector aeroespacial lidera la adopción de Turn-Mill con un 78 %, impulsado por la capacidad de la tecnología para manejar geometrías complejas en aleaciones exóticas con configuraciones mínimas. Los fabricantes de dispositivos médicos les siguen de cerca con un 71%, lo que refleja estrictos requisitos regulatorios para la trazabilidad dimensional y la integridad de la superficie. La adopción automotriz del 63% está creciendo rápidamente a medida que los componentes del tren motriz de los vehículos eléctricos introducen nuevos requisitos de complejidad que las máquinas de un solo proceso no pueden abordar de manera eficiente. La adopción del 39% del sector electrónico refleja tamaños de piezas más pequeños que a veces permiten procesos de precisión alternativos, aunque las aplicaciones de micromecanizado se están trasladando cada vez más a plataformas CNC Turn-Mill a medida que se acelera la miniaturización de funciones. Especificaciones clave a evaluar al seleccionar un centro de torneado-fresado CNC Seleccionando el derecho Centro de torneado-fresado CNC requiere evaluar especificaciones en dimensiones mecánicas, eléctricas y de software. Los siguientes parámetros son los más críticos para la toma de decisiones de producción. Rango de velocidad del husillo: Para el mecanizado de uso general de acero y hierro fundido, es suficiente entre 4000 y 8000 RPM. Para aleaciones de aluminio, metales no ferrosos y pasadas de acabado de titanio de grado médico, se requiere un CNC de husillo de alta velocidad que alcance entre 12 000 y 40 000 RPM para lograr los objetivos de carga de viruta y acabado superficial establecidos por las normas DIN/ISO. Diámetro y longitud máximos de giro: Defina la envolvente máxima de la pieza de trabajo. Los rangos comunes son de 100 a 500 mm de diámetro y de 300 a 1500 mm entre centros. Sobredimensionar la máquina para familias de piezas típicas desperdicia espacio y energía; el tamaño insuficiente limita el alcance futuro del producto. Carrera del eje Y: El eje Y permite que las herramientas de fresado funcionen fuera de la línea central del husillo, lo que permite funciones como orificios descentrados, fresado multicara y torneado excéntrico. La carrera del eje Y de ±50 mm es estándar; ±80 mm o más están disponibles en máquinas más grandes para características prismáticas complejas. Número de Ejes Controlados: Los centros Turn-Mill de nivel básico ofrecen 4 ejes (X, Z, C, Y); Las máquinas avanzadas proporcionan de 6 a 9 ejes, incluida la inclinación del eje B y el eje C de doble husillo sincronizado, lo que permite un mecanizado simultáneo completo de 5 ejes. Capacidad de la torreta de herramientas y potencia de la herramienta activa: un 12-station VDI turret with 5 kW live tools is the practical minimum for serious milling operations. Higher-end configurations offer 24–36 stations with BMT (Base Mounted Tooling) interfaces and 7–12 kW live tool motors for heavy-duty interrupted milling in Inconel or hardened steel. Sistema de Compensación Térmica: unll Torneado CNC de alta precisión Las máquinas experimentan crecimiento térmico durante el funcionamiento. Busque máquinas con algoritmos de compensación térmica de 3 ejes que monitoreen las temperaturas del husillo y de los ejes mediante sensores integrados y apliquen correcciones posicionales en tiempo real para mantener la precisión en corridas de producción de turnos completos. Compatibilidad con el alimentador de barras y el receptor de piezas: Para la producción alimentada por barras desatendida, confirme la capacidad de las barras de la máquina (normalmente de 38 a 80 mm de diámetro) y si el subhusillo tiene un receptor de piezas incorporado o una interfaz transportadora que permita un funcionamiento sin luces durante 8 a 16 horas. Radar: perfil de capacidad de la máquina torneadora por segmento de aplicación Velocidad Precisión unutomation Complejidad Volumen Gama de materiales Husillo eléctrico de alta velocidad Turn-Mill CNC estándar Turn-Mill Este gráfico de radar compara una máquina fresadora y torneadora de husillo eléctrico de alta velocidad con un torno-fresador CNC estándar en seis dimensiones de capacidad. La plataforma de husillo eléctrico obtiene una puntuación notablemente más alta en velocidad (95 frente a 65), precisión (92 frente a 72) y manejo de complejidad (90 frente a 68), lo que refleja las ventajas fundamentales del hardware de los husillos con motor integral y los ejes de accionamiento directo. Las puntuaciones de automatización (85 frente a 60) reflejan la integración del sondeo de circuito cerrado, la medición automática de la longitud de la herramienta y la conectividad MES que caracteriza a las máquinas premium. La dimensión de Volumen (80 vs. 70) está más cerca porque ambas plataformas pueden sostener una producción de alta cadencia; La máquina de husillo eléctrico avanza gracias a la reducción del tiempo de inactividad gracias a los algoritmos de mantenimiento predictivo. La gama de materiales (88 frente a 65) confirma que las plataformas de alta velocidad desbloquean el mecanizado de compuestos no ferrosos, titanio y compuestos que las máquinas de menor velocidad no pueden abordar de manera eficiente. Productividad y retorno de la inversión: números reales detrás de la tecnología Invertir en Equipos de mecanizado de precisión Un plan de este calibre requiere una comprensión clara de las ganancias de productividad y las reducciones de costos que justifican el desembolso de capital. El cálculo del retorno de la inversión para un Fresadora y torneado de precisión de alta velocidad está impulsado por cuatro palancas principales: reducción del tiempo de ciclo, mejora de la tasa de desperdicio, reasignación de mano de obra y consolidación del espacio. En un caso documentado que involucra un taller de mecanizado por contrato que produce accesorios hidráulicos de acero inoxidable, que migra de tres máquinas separadas (taladradora secundaria del centro de mecanizado de torno) a una sola Máquina fresadora y torneadora de juntas de doble husillo produjo los siguientes resultados mensurables: el tiempo del ciclo se redujo de 22 minutos a 9 minutos por pieza; la tasa de chatarra cayó del 3,8% al 0,6%; la plantilla de operadores para la línea de productos disminuyó de 3 a 1; y la superficie dedicada al producto disminuyó de 24 m² a 11 m². Con un volumen de producción de 4000 piezas por mes, los ahorros combinados ascendieron a aproximadamente $38 000 por mes, lo que demuestra la recuperación de la inversión en un plazo de 18 a 24 meses para una máquina de esta clase. Crecimiento de la producción mensual después de la adopción del torno-fresado CNC (Unidades × 100) 0 1000 2000 3000 4000 M1 M2 M3 M4 M5 M6 M7 M8 M9 M10 Máquina instalada Antes de la actualización unfter Turn-Mill Adoption El gráfico de líneas rastrea la producción mensual (unidades × 100) en una instalación de mecanizado representativa durante 10 meses, con una máquina Turn-Mill instalada en el mes 5. Antes de la actualización, la producción oscilaba constantemente entre 1100 y 1250 unidades, una meseta causada por cuellos de botella en varias máquinas y retrasos en el re-mandril manual. Después de la instalación y un aumento de capacitación de operadores de un mes (mes 6), la producción aumentó considerablemente, alcanzando 3400 unidades en el mes 10, un aumento del 183 %. Esta curva de crecimiento es típica de las instalaciones que pasan de células fragmentadas de múltiples máquinas a plataformas integradas de torneado y fresado CNC, y explica por qué los fabricantes de los sectores aeroespacial, médico y automotriz están acelerando su inversión en esta categoría de tecnología. La meseta del rendimiento antes del mes 5 también ilustra el costo oculto del estancamiento: limitaciones de capacidad que son invisibles hasta que una máquina superior ilumina la brecha. Herramientas de corte, sujeción de piezas y estrategias de refrigerante para operaciones de torneado y fresado La máquina en sí es sólo un elemento de un proceso exitoso de torneado-fresado. La selección de herramientas de corte, la rigidez de los portapiezas y la estrategia de suministro de refrigerante tienen un impacto directo y mensurable en la calidad de la superficie, la vida útil de la herramienta y el tiempo del ciclo. Comprender estos elementos ayuda a maximizar el retorno de una Máquina CNC de alta velocidad inversión. Materiales y geometrías de herramientas de corte Para operaciones de torneado a altas velocidades de husillo, el estándar son las inserciones de carburo recubiertas con recubrimientos avanzados de PVD (deposición física de vapor), como AlTiN o TiAlN. Estos recubrimientos resisten temperaturas de corte de hasta 900 °C y al mismo tiempo mantienen la dureza de los bordes, lo que permite el mecanizado en seco o con lubricación de cantidad mínima (MQL) de aluminio, titanio y acero endurecido. Para operaciones de fresado en la misma máquina, las fresas de mango de carburo sólido con 4 a 6 flautas y geometrías de hélice variables reducen la vibración en las características de paredes delgadas, un desafío común en el mecanizado de nervaduras aeroespaciales. Las herramientas de corte cerámico se utilizan cada vez más para el acabado a alta velocidad de superaleaciones de níquel, logrando acabados superficiales por debajo de Ra 0,4 µm a velocidades de corte de 300 a 600 m/min, donde el carburo convencional se desgastaría en cuestión de minutos. Sujeción de piezas para operaciones combinadas La sujeción de piezas en un entorno Turn-Mill debe proporcionar simultáneamente la fuerza de sujeción necesaria para cortes de torneado agresivos y la orientación angular precisa necesaria para las operaciones de fresado. Los mandriles de pinza hidráulicos con acción de retroceso minimizan el desplazamiento axial durante la sujeción, mientras que los sistemas neumáticos de cambio de mandril permiten una rápida reconfiguración de la mandíbula sin quitar el cuerpo del mandril. Para aplicaciones alimentadas por barras, los casquillos guía, ya sean fijos o giratorios, soportan piezas de trabajo largas y delgadas contra la deflexión durante el taladrado o roscado profundo, lo que permite relaciones diámetro-longitud de hasta 1:12 mientras mantiene la rectitud dentro de 0,01 mm. Refrigerante de alta presión y entrega a través de la herramienta La estrategia de refrigerante afecta drásticamente la vida útil de la herramienta y la evacuación de virutas en las operaciones de torno-fresado. El suministro de refrigerante a alta presión a través del husillo a 70-140 bar dirige el refrigerante con precisión a la zona de corte, lo que reduce la temperatura de la herramienta hasta un 40 % en comparación con el refrigerante por inundación y prolonga la vida útil de la plaquita entre un 50 y un 80 %. En operaciones de perforación profunda en el subhusillo, el refrigerante a través de la herramienta a alta presión no es opcional; es el mecanismo principal para la rotura y evacuación de virutas en orificios con relaciones L:D superiores a 5:1. Para piezas médicas y aeroespaciales donde el control de la contaminación es fundamental, los sistemas de lubricación de cantidad mínima (MQL) que suministran de 10 a 50 ml/hora de aceite de corte de base vegetal pueden reemplazar completamente el refrigerante de inundación, eliminando los costos de eliminación de residuos de refrigerante y cumpliendo estrictos requisitos de cumplimiento ambiental. Tabla 2: Comparación de estrategias de refrigerante para aplicaciones de torneado-fresado Método de refrigerante Presión Extensión de la vida útil de la herramienta Mejor para Refrigerante de inundación 2–8 barras Línea de base Acero/hierro fundido de uso general Herramienta pasante de alta presión 70–140 barras 50–80% Titanio, Inconel, perforaciones profundas MQL (cantidad mínima de lubricación) 5–10 bares (aire) 20–40% unluminum, medical/cleanroom Criogénico (LN₂/CO₂) Varía 100–200% Acero templado, superaleaciones. Fabricación CNC inteligente: conectividad, datos y el futuro de las máquinas torno-fresadora el mas avanzado Fabricación CNC inteligente Los entornos tratan las máquinas individuales como nodos en una fábrica digital conectada. Los datos fluyen desde los sensores de las máquinas a través de dispositivos informáticos de vanguardia hasta plataformas de inteligencia de fabricación centralizadas, lo que permite el mantenimiento predictivo, la supervisión de la OEE (eficacia general del equipo) en tiempo real y el control adaptativo de los procesos que sería imposible con máquinas independientes. Las firmas de vibración del husillo, analizadas mediante algoritmos de Transformada Rápida de Fourier (FFT), pueden detectar la rotura de la herramienta en 2 milisegundos (más rápido de lo que podría reaccionar un operador humano) y retraer automáticamente la herramienta y alertar al sistema de control antes de que ocurra una colisión catastrófica. Los algoritmos de monitoreo de corriente en los servoaccionamientos rastrean la carga del eje a lo largo del tiempo, identificando la degradación gradual del rodamiento o la pérdida de precarga del husillo de bolas semanas antes de que se manifieste como un error de posicionamiento. Estas capacidades predictivas reducen el tiempo de inactividad no planificado entre un 30 % y un 50 % en implementaciones industriales documentadas, recuperando cientos de horas de producción al año por máquina. Hongjia CNC integra interfaces de datos de protocolo abierto en su Equipos CNC industriales , compatible con MTConnect y OPC-UA desde el primer momento. Esto permite a los clientes conectarse a cualquier sistema SCADA, MES o ERP sin middleware propietario, lo que reduce los costos de integración y preserva la propiedad de los datos. A medida que madure la tecnología de gemelos digitales, los fabricantes podrán simular procesos de mecanizado completos (incluido el comportamiento térmico, los modos de vibración y la formación de viruta) antes de cortar la primera pieza en la máquina física, lo que comprimirá aún más los ciclos de desarrollo y reducirá los desechos en la introducción de nuevos productos. Mejora de la OEE a lo largo del tiempo: CNC tradicional frente a plataforma de torneado-fresado inteligente (%) 40 55 70 85 100 65% 73% 80% 86% 90% Q0 Q1 Q2 Q3 Q4 Q5 CNC tradicional OEE OEE de torneado-fresado inteligente OEE (Efectividad general del equipo) mide el impacto combinado de la disponibilidad de la máquina, la tasa de rendimiento y el rendimiento de la calidad, expresado como un porcentaje único. Las máquinas CNC tradicionales se estabilizan en aproximadamente un 58 % de OEE porque las averías no planificadas, las ineficiencias en el cambio de herramientas y los ciclos de inspección manual consumen una capacidad significativa. Una plataforma Smart CNC Manufacturing Turn-Mill, que parte de la misma línea de base, mejora constantemente cada trimestre a medida que madura el mantenimiento predictivo, los operadores desarrollan competencia con el software de control y las recetas de proceso se optimizan a través de la retroalimentación de los datos de producción. Para el quinto trimestre, la OEE alcanza el 90 %, un nivel que antes se consideraba alcanzable sólo en entornos de líneas de transferencia altamente automatizadas. Esta mejora de 32 puntos porcentuales, traducida a horas de producción, representa 2.560 horas adicionales de capacidad productiva por año en una sola máquina que opera dos turnos, equivalente a la producción de más de una máquina herramienta convencional adicional. unbout Hongjia CNC: Your Partner in Advanced CNC Solutions Ningbo Hongjia CNC Technology Co., Ltd. se fundó en 2006 y se estableció formalmente como entidad corporativa en 2018. Con sede en el nuevo distrito de Qianwan, ciudad de Ningbo, provincia de Zhejiang, en el ala sur de la zona económica del delta del río Yangtze de China, la empresa ocupa una posición estratégicamente importante dentro de uno de los grupos de fabricación avanzada más activos del mundo. uns a specialized manufacturer of Tornos y fresadoras de doble husillo y sistemas de fresado y torneado de husillos eléctricos de alta velocidad, Hongjia CNC presta servicios a clientes de los sectores aeroespacial, de fabricación de dispositivos médicos, de componentes automotrices y de equipos energéticos. El equipo de ingeniería de la empresa combina una profunda capacidad de investigación y desarrollo con una amplia experiencia en aplicaciones en el terreno, lo que permite a Hongjia CNC brindar soporte a los clientes a través del desarrollo completo del proceso de mecanizado, desde la revisión del diseño de piezas y la ingeniería de accesorios hasta la programación NC y la validación de la producción. Con una sólida solidez técnica, un sólido sistema de gestión de calidad y el compromiso de brindar soluciones CNC avanzadas que se adapten a las necesidades cambiantes de la fabricación global, Hongjia CNC continúa desarrollando plataformas de torneado y fresado de próxima generación que integran conectividad digital, tecnología de husillo eléctrico de alta velocidad y arquitecturas cinemáticas de ejes múltiples para abordar los requisitos de mecanizado de precisión más desafiantes del mercado actual. Preguntas frecuentes P1. ¿Cuál es la diferencia entre un torno CNC y un centro de torneado-fresado CNC? un CNC lathe is designed exclusively for turning operations where the workpiece rotates and a fixed tool removes material to create cylindrical forms. A CNC Turn-Mill Center adds live milling tools mounted in a rotating turret or secondary spindle, allowing milling, drilling, boring, and threading to be performed on the same machine without removing the part. This means features like cross-holes, flat faces, keyways, and complex contours can all be machined in a single setup, significantly reducing positioning errors and total cycle time compared to using separate machines. P2. ¿Cómo mejora una máquina fresadora y torneadora de doble husillo la eficiencia de la producción? un dual-spindle machine uses a main spindle to machine the front features of a part while a sub-spindle grips the finished end and automatically machines the back face — all in a single automated cycle. This eliminates the manual re-chucking step that traditional single-spindle lathes require for two-sided parts, cutting cycle time by 40–60%, removing re-positioning errors of 15–30 µm, and enabling one operator to supervise multiple machines simultaneously. The result is higher throughput, tighter dimensional control, and lower labor cost per part. P3. ¿Qué materiales puede manejar una fresadora y torneado de husillo eléctrico de alta velocidad? Las máquinas de husillo eléctrico de alta velocidad son capaces de mecanizar una gama muy amplia de materiales. Los materiales comunes incluyen aleaciones de aluminio (6061, 7075), acero inoxidable (303, 316L), aceros al carbono y aleados, aleaciones de titanio (Ti-6Al-4V para el sector aeroespacial y médico), cromo-cobalto (implantes dentales y ortopédicos), Inconel y otras superaleaciones de níquel (componentes de turbinas), cobre y latón (piezas eléctricas e hidráulicas) y plásticos de ingeniería como PEEK y Delrin. El alto rango de velocidad del husillo (hasta 40.000 RPM en algunos modelos) es especialmente ventajoso para materiales no ferrosos y difíciles de mecanizar donde los husillos convencionales no pueden alcanzar las velocidades de corte necesarias para un acabado superficial óptimo y una vida útil de la herramienta. P4. ¿Es necesaria una máquina torno-fresadora de 5 ejes o es suficiente un modelo de 4 ejes? Para la mayoría de los componentes torneados de precisión con características fresadas, como orificios transversales, caras planas, ranuras e insertos roscados, un torno-fresa de 4 ejes (X, Z, C, Y) es totalmente suficiente y es más rentable de comprar y programar. Se necesita una configuración de 5 ejes (agregando un cabezal inclinable del eje B o una mesa giratoria A/B completa) cuando se mecanizan piezas con características en ángulo, curvas compuestas, contornos multiplano o cortes socavados que no se pueden alcanzar con una orientación de herramienta fija. Las aplicaciones típicas de 5 ejes incluyen palas de turbinas aeroespaciales, guías médicas para cortar huesos e inserciones de moldes con ángulos de inclinación complejos. Si su familia de piezas actual o prevista incluye estas características, invertir en capacidad de 5 ejes desde el principio evita un costoso reemplazo de la máquina más adelante. P5. ¿Qué programa de mantenimiento se recomienda para un centro de torneado-fresado CNC? El mantenimiento diario incluye verificar la concentración y el nivel del refrigerante, limpiar los transportadores de virutas, inspeccionar los niveles de aceite del sistema de lubricación automática de las guías y verificar que todos los enclavamientos de seguridad funcionen correctamente. Las tareas semanales cubren la verificación del juego del eje mediante un indicador de prueba, la limpieza de los filtros de aire y la inspección de la presión de sujeción del mandril hidráulico. El mantenimiento mensual implica limpiar e inspeccionar los husillos de bolas, verificar la temperatura del cojinete del husillo durante la operación a plena carga, verificar la calibración de la compensación térmica e inspeccionar la precisión de indexación de la torreta de herramientas. Anualmente, se debe realizar una inspección completa de la precisión geométrica (siguiendo la norma ISO 10791 o equivalente), junto con el reemplazo del aceite lubricante en el cabezal, el análisis del aceite para el sistema hidráulico y la recalibración de todos los ciclos de sondeo. Seguir el cronograma recomendado por el fabricante y mantener registros de mantenimiento extiende drásticamente la vida útil de la máquina y mantiene la precisión del posicionamiento a largo plazo. P6. ¿Se puede integrar una máquina Torno-Mill en una célula de producción automatizada? Sí, los centros de torneado-fresado CNC son adecuados para la integración de la automatización. Se pueden combinar con alimentadores de barras para una producción continua y desatendida de barras, cargadores de pórtico o robots colaborativos para la carga y descarga automática de piezas, sistemas de paletas para una producción flexible por lotes de múltiples números de piezas, estaciones de medición en proceso para retroalimentación dimensional automática y unidades de desbarbado o lavado para completar la cadena de producción sin intervención manual. El controlador CNC de la máquina se comunica con periféricos de automatización a través de E/S digitales, protocolos de bus de campo (PROFIBUS, EtherCAT) o Ethernet/IP, y con sistemas MES de fábrica a través de MTConnect u OPC-UA para monitoreo y programación de producción en tiempo real. Una celda automatizada diseñada adecuadamente puede lograr ciclos de operación desatendida de 20 horas, lo que reduce drásticamente el costo por pieza en entornos de producción de volumen medio a alto.
un fresadora y torneado de precisión de alta velocidad es un sistema de corte de metales CNC multifunción que realiza operaciones de torneado rotacional y operaciones de fresado multieje en una sola plataforma, eliminando la necesidad de transferir piezas de trabajo entre máquinas separadas. La principal ventaja es clara: Menos configuraciones, mayor precisión dimensional y tiempos de ciclo totales significativamente más cortos. . Para los fabricantes que producen componentes de eje complejos, piezas con bridas o carcasas de precisión, un centro combinado de torneado y fresado puede reducir el tiempo total de mecanizado entre un 40 % y un 60 % en comparación con el mecanizado secuencial de una sola función. Hongjia CNC, establecida en 2018 y arraigada en el ecosistema de fabricación avanzada de Ningbo, se especializa en desarrollar exactamente esta clase de equipo, desde máquinas de fresado y torneado de husillo eléctrico de alta velocidad hasta configuraciones de fresado y torneado de doble husillo diseñadas para demandas de producción continua. A diferencia de los tornos convencionales o los centros de fresado independientes, un Máquina de torneado y fresado CNC integra una torreta de herramientas dinámica, un husillo principal de alto par, un eje C controlado y, en configuraciones de doble husillo, un subhusillo sincronizado que permite el mecanizado completo de ambos extremos de una pieza de trabajo con una sola sujeción. Este enfoque arquitectónico aborda directamente las dos mayores fuentes de error en el mecanizado de precisión: la desviación de nueva sujeción y el crecimiento térmico entre operaciones. Descripción general del producto: Hongjia Plataforma de torneado y fresado CNC de alta velocidad Ningbo Hongjia CNC Technology Co., Ltd. comenzó su trayectoria técnica en 2006 y estableció formalmente su estructura corporativa en 2018, posicionándose en el nuevo distrito Qianwan de Ningbo, una ciudad situada en el ala sur de la zona económica del delta del río Yangtze de China, uno de los grupos de capacidad de fabricación de precisión más concentrados del mundo. como profesional Fabricante de máquinas fresadoras y torneadoras de doble husillo. , Hongjia CNC ha creado una cartera de productos en torno a soluciones CNC avanzadas para clientes de los sectores de automoción, aeroespacial, hidráulica, dispositivos médicos e ingeniería de precisión en general. Las líneas de productos estrella de la compañía incluyen el Fresadora y torneadora de husillo eléctrica de alta velocidad — caracterizado por una tecnología de husillo de accionamiento directo que elimina las pérdidas por transmisión por correas y engranajes, y el fresadora y torneadora de juntas de doble husillo , que permite el mecanizado totalmente automatizado y sin luces de piezas complejas en un solo ciclo de programa. Con sólidas capacidades técnicas de investigación y desarrollo acumuladas durante casi dos décadas de experiencia en la industria, Hongjia CNC ofrece a los clientes máquinas que cumplen con los requisitos cambiantes de entornos de producción de alta precisión y alta mezcla. Tipo de máquina Característica clave Configuración del husillo Mejor para Husillo eléctrico de alta velocidad T&M Husillo eléctrico de accionamiento directo, altas RPM Herramientas vivas principales únicas Piezas pequeñas y medianas de precisión, alto acabado superficial Torneado y fresado de doble husillo Subhusillo principal sincronizado Dos husillos con todas las funciones Mecanizado completo, automatización alimentada por barras. Dual-Spindle Joint T&M Torneado-fresado combinado en un ciclo Fresado con eje Y de doble husillo Características prismáticas y rotacionales complejas Comparación de tipos de máquinas CNC Hongjia por configuración de husillo y ámbito de aplicación. Principio de funcionamiento: cómo funcionan las máquinas fresadoras y torneadoras de husillo eléctrico de alta velocidad El principio de funcionamiento de un Fresadora y torneadora de husillo eléctrica de alta velocidad integra dos mecanismos de extracción de metal fundamentalmente diferentes dentro de un sistema cinemático controlado. Durante las operaciones de torneado, el husillo principal hace girar la pieza de trabajo a velocidades programadas mientras una herramienta de corte estacionaria o servo indexada se acopla al diámetro exterior, la cara o el orificio. Durante las operaciones de fresado, el husillo principal se bloquea en una orientación controlada del eje C mientras las herramientas giratorias activas montadas en la torreta (o un cabezal de fresado dedicado) realizan operaciones de planeado, corte de ranuras, taladrado, roscado o contorneado. El husillo eléctrico de alta velocidad es la tecnología habilitadora central. A diferencia de los husillos accionados por correas o por engranajes, Los husillos eléctricos de accionamiento directo integran el rotor del motor directamente en el eje del husillo , eliminando por completo las etapas de transmisión mecánica. Esto ofrece varios beneficios mensurables: aceleración del husillo a 6000 RPM en menos de 1,5 segundos, niveles de vibración inferiores a 0,001 mm/s RMS a máxima velocidad y compensación de crecimiento térmico que mantiene la desviación posicional por debajo de 5 µm en todo el rango de temperaturas de funcionamiento. El resultado es una calidad de acabado superficial constante (Ra 0,4 µm alcanzable en acero) y estabilidad dimensional en tiradas de producción largas. En configuraciones de doble husillo, el husillo principal y el secundario funcionan bajo control CNC sincronizado. Cuando el husillo principal completa las operaciones frontales, el husillo secundario acopla la pieza (utilizando una secuencia de sincronización de posición y velocidad programada) y acepta la transferencia de la pieza de trabajo sin intervención manual. Luego, el subhusillo mecaniza la cara posterior mientras el husillo principal comienza con la siguiente pieza en bruto. Esta superposición reduce el tiempo sin corte hasta en un 35%. en escenarios de producción de gran volumen y elimina errores de rechupe que de otro modo se acumularían entre configuraciones de máquinas separadas. Velocidad del husillo eléctrico frente a rugosidad de la superficie (Ra µm) — Pieza de trabajo de acero Velocidad del husillo frente a rugosidad de la superficie Ra (μm) — Acero 0 0.5 1.0 1.5 2.0 Ra (μm) 1000 2000 3000 4500 6000 Velocidad del husillo (RPM) 1.6 1.0 0.7 0.5 0.4 Husillo de transmisión por correa convencional High-Speed Electric Spindle El gráfico de líneas anterior ilustra una visión crítica de la fabricación: A medida que aumenta la velocidad del husillo, el husillo eléctrico de alta velocidad logra constantemente valores de rugosidad superficial (Ra) más bajos que un husillo convencional accionado por correa. en todo el rango de velocidades probado en piezas de acero. A 6.000 RPM, el husillo eléctrico alcanza Ra 0,4 µm (una calidad de superficie que elimina las operaciones de rectificado secundario para muchas aplicaciones), mientras que el husillo convencional alcanza solo Ra 0,72 micras a la misma velocidad. Esta mejora se debe a la ausencia de microvibraciones inducidas por la correa y de frecuencias de engranaje que introducen ondulaciones periódicas en la superficie durante el corte. Para los fabricantes que producen cuerpos de válvulas hidráulicas, componentes de implantes médicos o soportes ópticos de precisión donde la integridad de la superficie es un requisito funcional, esta diferencia se traduce directamente en costos de posprocesamiento reducidos y un mejor rendimiento de los componentes en servicio. Torneado versus fresado: comprensión de la diferencia en una máquina combinada un common question when evaluating a Torneado CNC versus fresado La configuración es qué proceso tiene prioridad y cuándo usar cada uno. En un centro de torneado y fresado, ambos procesos están disponibles dentro del mismo programa, y el controlador CNC realiza una transición fluida entre ellos según el tipo de operación programada en cada bloque de llamada de herramienta. Operaciones de torneado El torneado es el proceso principal para generar superficies de revolución cilíndricas, cónicas y perfiladas. La pieza de trabajo gira a una velocidad superficial programada (el control de velocidad superficial constante es estándar en las modernas máquinas de torneado y fresado CNC) mientras una herramienta de corte de un solo punto se desplaza a lo largo de los ejes X y Z. Las operaciones de torneado incluyen torneado de diámetro exterior, refrentado, perfilado, roscado (interno y externo), taladrado, ranurado y tronzado. Las tolerancias típicas alcanzables en el diámetro son IT6 a IT7 (±0,008 mm a ±0,018 mm) bajo condiciones de corte estables. Operaciones de fresado El fresado en un centro de torneado y fresado utiliza herramientas giratorias activas impulsadas por el motor incorporado en la torreta o un husillo de fresado exclusivo, con el husillo principal bloqueado en una posición angular precisa (eje C). La adición de un eje Y en máquinas avanzadas permite operaciones de fresado descentrado (ranuras, chaveteros, caras planas, cavidades y círculos de orificios para pernos) que serían imposibles en una máquina de torneado pura. Las capacidades de fresado CNC de múltiples ejes permiten a la máquina producir características contorneadas 3D complejas en piezas que también tienen simetría rotacional, lo que permite un mecanizado completo en una sola configuración. unttribute girando fresado movimiento La pieza de trabajo gira, la herramienta se mueve La herramienta gira, la pieza de trabajo está indexada (eje C) Características típicas OD, ID, roscas, ranuras, conos Pisos, ranuras, bolsillos, agujeros, contornos. Tasa de eliminación de material Alto (chip continuo) Moderado (corte interrumpido) Acabado superficial Ra 0,4–1,6 µm alcanzable Ra 0,8–3,2 µm típico Tolerancia (diámetro/posición) IT6–IT7 (±0,008–0,018 mm) IT7–IT8 (±0,011–0,027 mm) Mejores tipos de materiales unll machinable metals and plastics unluminum, steel, brass, titanium Torneado versus fresado: diferencias clave en movimiento, características, tolerancia y aplicación dentro de una máquina CNC combinada. Características de la máquina que definen el rendimiento de precisión de alta velocidad el término mecanizado CNC de alta precisión tiene un significado técnico específico: no es una descripción de marketing sino un conjunto de características medibles de la máquina que determinan si una máquina puede mantener las tolerancias establecidas en condiciones de producción, no sólo en una demostración de laboratorio. Las siguientes características definen la capacidad de precisión de la plataforma de fresado y torneado CNC Hongjia. Tecnología de husillo eléctrico de accionamiento directo El husillo eléctrico de alta velocidad utiliza un diseño de motor incorporado en el que el rotor está integrado al eje del husillo. Los rodamientos cerámicos de contacto angular soportan el husillo en ambos extremos, proporcionando una alta rigidez radial (normalmente >150 N/μm) y un bajo crecimiento térmico. El descentramiento del husillo se controla para por debajo de 1 µm (TIR) — una especificación que determina directamente la redondez y cilindricidad de las piezas torneadas y la precisión posicional de las características fresadas. Base rígida de la máquina y compensación térmica La bancada de la máquina utiliza un compuesto de hormigón polímero de alta amortiguación o una construcción de hierro fundido con alivio de tensión para absorber la energía de vibración que de otro modo se manifestaría como vibración en la superficie. Los sistemas de guías lineales (guías de rodillos lineales en las variantes de alta velocidad, guías en forma de caja en las variantes de servicio pesado) brindan repetibilidad de posicionamiento de ±0,002 milímetros a lo largo de todos los ejes lineales. Un sistema de compensación térmica activa utiliza sensores de temperatura en puntos estructurales clave para compensar automáticamente las posiciones de los ejes, contrarrestando la deriva geométrica causada por el calor del husillo, los cambios de temperatura ambiente y la variación de la temperatura del refrigerante. Control CNC multieje moderno máquinas CNC multieje en la categoría de torneado y fresado operan en al menos 4 ejes simultáneos (X, Z, C y rotación de herramienta activa), y los modelos avanzados agregan el eje Y (fresado descentrado), el eje B (torreta basculante para características angulares) y sincronización del subhusillo como configuraciones estándar u opcionales. El controlador CNC interpola todos los ejes activos simultáneamente, lo que permite fresado helicoidal, fresado de roscas y contorneado 3D complejo que requeriría centros de mecanizado de 5 ejes dedicados en equipos convencionales. Sincronización de doble husillo y transferencia de piezas el fresadora y torneadora de juntas de doble husillo La configuración agrega un subhusillo totalmente programable con su propio eje C, torreta de herramientas activas y recorrido del eje Z. La transferencia de piezas del husillo principal al subhusillo es un ciclo CNC programado: el controlador sincroniza ambas velocidades y posiciones del husillo antes del acoplamiento, lo que reduce el impacto de transferencia que podría dañar piezas delicadas o distorsionar piezas de trabajo de paredes delgadas. La precisión de la transferencia suele estar dentro ±0,01 mm de desviación posicional , manteniendo la coherencia de los datos entre las operaciones de mecanizado frontal y posterior. undvantages of Combined Turning and Milling Over Single-Function Machines Fabricantes que evalúan un centro de mecanizado cnc La inversión sopesa la capacidad frente al espacio, los requisitos del operador y la complejidad del flujo de trabajo. Las máquinas combinadas de torneado y fresado ofrecen un caso convincente en las tres dimensiones, y las ventajas son más pronunciadas en entornos de producción de precisión y alta combinación. Máquina combinada de T&M: mejora operativa frente a máquinas separadas (%) Reducción del tiempo de configuración 60% Ahorro de tiempo total del ciclo 50% Ahorro de espacio en el piso 40% Ganancia de precisión dimensional 35% Reducción de trabajos en curso 45% Reducción de requisitos del operador 30% 0% 50% 100% el chart above demonstrates why combined turning and milling machines have become the preferred investment for precision contract manufacturers and in-house machine shops producing complex components. Reducción del tiempo de configuración de hasta un 60% es el beneficio operativo más inmediato: cada transferencia de pieza de trabajo eliminada representa no solo un ahorro de tiempo para el operador, sino también la eliminación de oportunidades de error, ya que cada nuevo sujeción introduce un posible cambio de referencia que se acumula en la desviación final de la pieza. La mejora de la precisión dimensional del 35 % refleja la realidad estadística de que las piezas mecanizadas en una sola configuración no pueden acumular errores de sujeción entre operaciones, y el historial térmico de la pieza de trabajo permanece constante durante todo el mecanizado en lugar de variar entre los entornos de la máquina. La reducción del 45% en el inventario de trabajos en progreso es un beneficio financiero significativo para los fabricantes que históricamente han mantenido grandes reservas de WIP para acomodar colas de transferencia entre departamentos separados de torneado y fresado. Mecanizado completo de una sola configuración — elimina el error de referencia entre las operaciones de torneado y fresado, la fuente más común de acumulación de tolerancias compuestas en piezas complejas. Necesidad de espacio reducido — una máquina de doble función reemplaza dos o tres máquinas de una sola función, liberando área de la fábrica para capacidad adicional u operaciones de control de calidad. Compatibilidad con automatización alimentada por barras — las configuraciones de doble husillo con alimentadores de barras integrados permiten tiradas de producción desatendidas de hasta 8 horas, lo que reduce el costo de mano de obra por pieza en aplicaciones de gran volumen. Inventario de herramientas reducido — Las herramientas consolidadas en una sola torreta en lugar de en múltiples tipos de máquinas herramienta reducen el costo de las herramientas y simplifican los sistemas de gestión de herramientas. Cotización y programación más rápidas — El enrutamiento de una sola máquina para piezas complejas simplifica la programación de producción, reduce la variabilidad del tiempo de entrega y mejora el rendimiento de entrega a tiempo. Materiales compatibles y aplicaciones industriales el versatility of Servicios de mecanizado CNC El rendimiento que ofrecen las máquinas fresadoras y torneadoras de alta velocidad se define en parte por la variedad de materiales que pueden procesar de forma eficaz. Las máquinas CNC de Hongjia están diseñadas para manejar todo el espectro de materiales de ingeniería comunes, con especificaciones de potencia y torque del husillo dimensionadas tanto para metales no ferrosos livianos como para aleaciones resistentes de acero inoxidable o titanio. Índice de maquinabilidad relativa por material (mayor = más fácil de mecanizar) 0 25 50 75 100 95 unluminum 80 Latón 55 Acero al carbono 35 SS 304 25 Acero para herramientas 20 Titanio el machinability index chart provides a practical reference for manufacturers planning tooling strategies and estimating cycle times for different material families. unluminum alloys rank highest in machinability , lo que permite altas velocidades de husillo (hasta 6000 RPM en la plataforma de husillo eléctrico Hongjia), velocidades de avance agresivas y un excelente acabado superficial con herramientas de carburo estándar, lo que hace que el centro de torneado y fresado HXM sea altamente productivo para componentes estructurales aeroespaciales y piezas de aleación ligera para automóviles. Los aceros inoxidables y las aleaciones de titanio en el extremo inferior del rango de maquinabilidad requieren velocidades de corte más bajas, un torque más alto y herramientas de cerámica o carburo recubierto cuidadosamente seleccionadas, pero la construcción rígida de la máquina y la amortiguación activa de vibraciones de la plataforma Hongjia brindan condiciones de corte estables incluso en estos materiales exigentes. Comprender la maquinabilidad guía la selección adecuada de herramientas, la optimización de los parámetros de corte y la estrategia de refrigerante: todos factores que afectan directamente la calidad de la pieza, la vida útil de la herramienta y el costo de producción por pieza. unutomotive and Powertrain Components Los ejes de transmisión, las carcasas de los árboles de levas, los soportes del diferencial, los cuerpos de las pinzas de freno y los componentes de inyección de combustible combinan características de torneado rotacional con caras fresadas, orificios transversales perforados y puertos roscados. La configuración de doble husillo maneja el mecanizado completo de estas piezas, incluidas las operaciones de reverso, en un solo programa sin intervención del operador entre las operaciones 10 y 20. Componentes hidráulicos y neumáticos Los carretes de válvulas hidráulicas, vástagos de pistón, carcasas de bombas y cuerpos de colectores requieren diámetros de orificio de precisión (tolerancia H7 o mejor), acabados superficiales por debajo de Ra 0,8 µm en las superficies de sellado y conductos perforados transversalmente ubicados con precisión. La máquina fresadora y torneadora de husillo eléctrica de alta velocidad cumple con los tres requisitos en una sola configuración, eliminando el riesgo de fugas asociado con el rechupe entre operaciones de torneado y perforación. Mecanizado de dispositivos médicos e implantes Los implantes ortopédicos, los componentes de instrumentos quirúrgicos y las piezas de prótesis dentales en titanio, cromo cobalto y acero inoxidable exigen tolerancias a nivel de micras, trazabilidad documentada del proceso y entornos de mecanizado libres de contaminación. Las máquinas CNC de Hongjia admiten mecanizado de grado médico con un contacto mínimo de la pieza después de la carga inicial del mandril. reducir el riesgo de contaminación cruzada y respaldar los requisitos de validación para la fabricación de dispositivos médicos regulados. Capacidad de precisión y tolerancia del torneado y fresado CNC de alta velocidad Mecanizado CNC de alta precisión se cuantifica a través de tolerancias geométricas específicas en lugar de afirmaciones generales. Comprender qué grados de tolerancia se pueden lograr prácticamente en una máquina determinada (y bajo qué condiciones) es esencial para determinar si la plataforma de una máquina es adecuada para los requisitos dimensionales de una aplicación específica. Radar de capacidad de precisión: T&M de alta velocidad versus torno CNC estándar Tolerancia del diámetro redondez Acabado superficial Precisión de posicionamiento elrmal Stability Repetibilidad High-Speed Electric Spindle T&M Torno CNC estándar el radar chart reveals a consistent and meaningful precision advantage across all six evaluated dimensions for the high-speed electric spindle turning and milling machine compared to a standard CNC lathe configuration. el most significant gaps appear in thermal stability and surface finish — áreas donde la tecnología de husillo de accionamiento directo y la compensación térmica activa ofrecen mejoras que las máquinas accionadas por correa o por engranajes no pueden lograr mediante el ajuste de parámetros únicamente. La capacidad de tolerancia de diámetro en el nivel IT6 (±0,008 mm) y la redondez dentro de 2 µm en la plataforma T&M abre la puerta a aplicaciones que anteriormente habrían requerido el rectificado cilíndrico como operación de acabado. La repetibilidad (la capacidad de la máquina para volver a la misma posición en ciclos sucesivos) se cuantifica en ±0,002 mm, que es la especificación habilitante para la producción de gran volumen donde los clientes de las cadenas de suministro automotriz y médica requieren valores de índice de capacidad de proceso estadístico (Cpk) superiores a 1,67. Tipo de tolerancia unchievable Value Condición unpplicable Feature Diámetro (girado) ±0,005 mm Inserto térmico estable y afilado. Ejes, orificios, ajustes redondez 2 µm Máquina caliente, pasada de acabado fino. Muñones de rodamientos, sellos Rugosidad superficial Ra 0,4 µm Husillo eléctrico, plaquita de CBN Superficies de sellado, monturas ópticas Repetibilidad de posicionamiento ±0,002 milímetros Codificadores lineales, compensación térmica activa. unll axes Ancho de ranura fresada ±0,01mm Fresado en vivo del eje Y, fresa de extremo de carburo Chaveteros, estrías, planos Precisión del paso de rosca Clase 6H/6g Ciclo de corte o fresado de roscas unll thread forms Capacidades prácticas de tolerancia de las máquinas fresadoras y torneadoras de alta velocidad CNC de Hongjia en condiciones de producción. Problemas comunes y soluciones prácticas en torneado y fresado CNC Incluso bien configurado fabricante de máquinas cnc Las plataformas enfrentan desafíos operativos en entornos de producción. Conocer la causa raíz de los problemas comunes permite un diagnóstico más rápido y minimiza el costoso tiempo de inactividad no planificado. Deriva dimensional a lo largo de una ejecución de producción Las piezas medidas dentro de la tolerancia al comienzo de un turno gradualmente se salen de las especificaciones hacia el final. La causa principal es el crecimiento térmico en el husillo y los ejes lineales a medida que la máquina alcanza el equilibrio térmico. Las soluciones incluyen: ejecutar un ciclo de calentamiento de la máquina de 15 a 20 minutos antes de medir las primeras piezas, verificar que el sistema de compensación térmica activo esté funcionando con lecturas del sensor de temperatura en vivo y establecer mediciones durante el proceso a intervalos regulares para detectar la deriva antes de que se genere chatarra. Para producción de gran volumen, gráficos de control estadístico de procesos (SPC) de dimensiones clave identifica tendencias de deriva antes de que se alcancen los límites de tolerancia. Marcas de vibraciones o vibraciones en la superficie La vibración se manifiesta como patrones ondulados regulares en superficies torneadas o fresadas y generalmente es causada por una vibración regenerativa entre la herramienta de corte y la pieza de trabajo. Las causas fundamentales incluyen un saliente excesivo de la herramienta, un portaherramientas desgastado o con un torque incorrecto, una rigidez de sujeción de la pieza de trabajo insuficiente o parámetros de corte en una zona de frecuencia resonante. Soluciones: reducir el voladizo de la herramienta por debajo de 4 veces el diámetro de la herramienta, aumentar la velocidad de avance (a menudo contradictorio pero eficaz para romper el ciclo de resonancia), utilizar portaherramientas con amortiguación de vibraciones para operaciones de perforación profunda y comprobar el estado de la mordaza del mandril y la presión de sujeción. Alarma de herramienta activa o subhusillo Las alarmas activas de sobrecarga del motor de herramientas generalmente indican una fuerza de corte excesiva (herramienta desgastada, velocidad de avance demasiado alta, profundidad de corte demasiado agresiva para la potencia nominal de la herramienta), un collar que no asienta completamente la herramienta (lo que resulta en un descentramiento) o una falla mecánica en el mecanismo de indexación de la torreta. Pasos de diagnóstico: verificar el estado de la herramienta y reemplazarla si el desgaste del flanco supera los 0,3 mm, verificar el par de sujeción de la herramienta según las especificaciones del fabricante, revisar la potencia de la herramienta activa y las clasificaciones de par según los parámetros de corte programados e inspeccionar el mecanismo de bloqueo de la torreta en busca de rebabas o contaminación. Error de transferencia de piezas en máquinas de doble husillo En máquinas fresadoras y torneadoras de doble husillo, los errores de sincronización durante la transferencia de piezas pueden provocar una desviación posicional entre los datos de mecanizado delantero y trasero o, en casos graves, la expulsión de la pieza del mandril. Las causas comunes incluyen parámetros de sincronización incorrectos en el programa CNC (el husillo principal y el subhusillo deben alcanzar la misma velocidad y posición angular antes del acoplamiento), mordazas del portabrocas del subhusillo desgastadas o una posición de transferencia incorrecta programada para la longitud de la pieza. Verifique los parámetros de velocidad de sincronización, vuelva a calibrar la condición de la mordaza del portabrocas y realice una transferencia de prueba a una velocidad de avance reducida con la intervención manual habilitada. Pautas de mantenimiento de máquinas de torneado y fresado CNC Las prácticas de mantenimiento estructuradas son la inversión más rentable en tiempo de actividad de la máquina y retención de precisión a largo plazo. Las máquinas de husillo eléctrico de alta velocidad tienen requisitos de mantenimiento específicos relacionados con la lubricación y el enfriamiento de los cojinetes del husillo que difieren de las máquinas convencionales accionadas por correa y deben seguirse para mantener un rendimiento de precisión a lo largo del tiempo. Reducción estimada del riesgo de tiempo de inactividad por tarea de mantenimiento (%) 0% 25% 50% 75% 100% 85% Lubricante de husillo 72% Gestión de refrigerante 78% Lubricación de vías 65% Condición de la herramienta 55% Verificación eléctrica 60% elrmal Comp Check el column chart quantifies the estimated downtime risk reduction contribution of six core maintenance activities on high-speed turning and milling machines. La lubricación del husillo es la tarea de mantenimiento de mayor impacto , lo que representa hasta el 85 % de la prevención del tiempo de inactividad relacionado con el husillo, porque la falla del rodamiento en un husillo eléctrico de accionamiento directo es costosa de reparar y requiere un tiempo de inactividad significativo de la máquina. El intervalo de lubricación para cojinetes de husillo de alta velocidad suele ser de 500 a 1000 horas de funcionamiento utilizando sistemas de lubricación con grasa o neblina de aceite especificados por el fabricante; Desviarse de este programa es la causa más común de falla prematura de los rodamientos del husillo. La lubricación de las guías ocupa el segundo lugar, ya que una lubricación inadecuada de las guías provoca un movimiento de deslizamiento que degrada directamente la repetibilidad del posicionamiento y acelera el desgaste del husillo de bolas. La verificación de la compensación térmica, si bien tiene un impacto menor en el tiempo de inactividad absoluto, es especialmente importante para aplicaciones de precisión donde la desviación dimensional entre mediciones daría como resultado piezas de desecho antes de que se detecte el problema. A diario: Verifique la concentración de refrigerante (mantenga entre 6 y 10 % para acero, entre 3 y 6 % para aluminio), verifique el funcionamiento del transportador de virutas, inspeccione las mordazas del portapiezas en busca de desgaste o contaminación, confirme los niveles de aceite del sistema de lubricación y verifique el historial de alarmas del eje en el registro del controlador. Semanal: Inspeccione todos los portaherramientas y las pinzas de herramientas activas para detectar descentramiento utilizando un indicador de cuadrante, limpie el filtro del tanque de refrigerante, verifique la precisión de indexación de la torreta programando un ciclo de estación completo, verifique la fuerza de sujeción del mandril del subhusillo con un medidor de mandril dinamómetro. Mensual: Inspección geométrica completa de la máquina (descentramiento del husillo, rectitud del eje, plomada), drenar y reemplazar el tanque de refrigerante, verificar y ajustar la presión de contrapeso para el eje Z, inspeccionar los filtros de enfriamiento del gabinete eléctrico y los ventiladores del servoaccionamiento, verificar las lecturas del sensor de compensación térmica con el termómetro calibrado. Cada 500 horas: Verifique la temperatura del cojinete del husillo eléctrico durante el calentamiento (un aumento anormal por encima de la línea base indica degradación del cojinete), inspeccione la precarga del husillo de bolas del eje Y, verifique la posición de referencia del codificador del eje C contra un artefacto de indexación de precisión, verifique todas las presiones de suministro del mandril hidráulico o neumático. unnnually: Prueba completa de barra de bolas en todos los ejes para verificar la circularidad, la cuadratura y el juego dentro de las especificaciones OEM, calibrar escalas lineales de ejes o tablas de compensación basadas en codificadores, realizar reemplazo de cojinetes de husillo si los datos de vibración o temperatura indican degradación, pruebas completas de resistencia de aislamiento eléctrico en todos los motores. Preguntas frecuentes sobre fresadoras y torneados de precisión de alta velocidad P1: ¿Cuál es la diferencia entre una máquina de torneado y fresado y un torno CNC estándar? un standard CNC lathe can only perform turning operations — rotating the workpiece against a stationary tool. A máquina de torneado y fresado agrega herramientas giratorias activas en la torreta, un eje C controlado (posicionamiento angular del husillo principal) y, típicamente, un eje Y para fresado descentrado, lo que le permite realizar operaciones de taladrado, fresado, roscado y contorneado en la misma pieza sin sacarla de la máquina. Esto elimina configuraciones adicionales, reduce el tiempo total de mecanizado y mejora la precisión dimensional al mantener todas las características en un marco de referencia de referencia durante todo el proceso de mecanizado. P2: ¿Cuáles son las ventajas de un husillo eléctrico de alta velocidad sobre un husillo convencional accionado por correa? el husillo eléctrico de alta velocidad Integra el motor directamente en el eje del husillo, eliminando por completo correas y engranajes. Las ventajas clave incluyen: descentramiento del husillo por debajo de 1 µm TIR (frente a 3–5 µm típico para la transmisión por correa), niveles de vibración por debajo de 0,001 mm/s RMS a máxima velocidad, aceleración más rápida a la velocidad de funcionamiento (menos de 1,5 segundos a 6000 RPM) y rugosidad superficial alcanzable de Ra 0,4 µm en acero sin esmerilado. La desventaja es que los husillos eléctricos requieren un mantenimiento más cuidadoso, en particular la lubricación de los cojinetes a intervalos prescritos, pero sus ventajas de rendimiento lo justifican para aplicaciones de mecanizado de precisión. P3: ¿Es una máquina fresadora y torneadora de doble husillo adecuada para una producción automatizada y desatendida? Sí. el fresadora y torneadora de doble husillo está diseñado específicamente para la producción automatizada. Cuando se combina con un alimentador de barras automático, la máquina puede funcionar sin supervisión durante períodos prolongados (generalmente hasta 8 horas en configuraciones alimentadas por barras) produciendo piezas completamente terminadas a partir de barras en bruto en un solo ciclo. La transferencia sincronizada de piezas desde el husillo principal al subhusillo elimina la manipulación manual entre operaciones, y los sistemas integrados de expulsión o descarga de piezas entregan las piezas terminadas a un transportador o receptor de piezas. Esta configuración se utiliza ampliamente para componentes de precisión de gran volumen en cadenas de suministro automotrices, hidráulicas y electrónicas. P4: ¿Qué tolerancias puede mantener de manera realista una máquina fresadora y torneadora de precisión de alta velocidad en producción? En condiciones de producción estables en una máquina calentada con herramientas afiladas, las tolerancias prácticas alcanzables incluyen: tolerancia de diámetro ±0,005 mm (IT6), redondez dentro de 2 µm, rugosidad de la superficie Ra 0,4 µm con herramientas CBN y repetibilidad de posicionamiento lineal ±0,002 mm. Las posiciones de las características fresadas (centros de orificios, anchos de ranura) se pueden lograr con ±0,01 mm. Estos valores suponen que está activada la compensación térmica activa, se monitorea el desgaste de la herramienta y el material de la pieza de trabajo es apropiado para la herramienta seleccionada. Los materiales más duros, como el acero inoxidable o el titanio, requerirán velocidades de corte reducidas que pueden ampliar ligeramente la banda de tolerancia alcanzable. P5: ¿Con qué frecuencia se debe dar servicio a los rodamientos del husillo eléctrico y qué sucede si se descuida el mantenimiento? La lubricación del cojinete del husillo eléctrico debe realizarse cada 500 a 1.000 horas de funcionamiento utilizar la grasa específica o el medio de niebla de aceite especificado por el fabricante de la máquina; utilizar lubricantes incorrectos es tan perjudicial como descuidar la lubricación por completo. Los signos de degradación del rodamiento incluyen temperatura elevada del husillo durante el calentamiento (más de 5 °C por encima de la línea base), aumento de las lecturas de vibración o rugosidad audible durante la aceleración. Si se descuida, la falla del rodamiento puede resultar en un descentramiento del eje del husillo superior a 10 µm, lo que hace que la máquina no sea apta para trabajos de precisión hasta que se lleve a cabo una reparación o reemplazo completo del husillo, una reparación que es significativamente más costosa que el mantenimiento de lubricación programado. P6: ¿Pueden las máquinas CNC de Hongjia procesar titanio y acero inoxidable para aplicaciones médicas o aeroespaciales? Sí. Las máquinas de torneado y fresado CNC de Hongjia están equipadas con configuraciones de husillo de alto torque apropiadas para cortes de alta fuerza y baja velocidad en titanio (Ti-6Al-4V) y acero inoxidable (316L, 304, 17-4 PH). La estructura rígida de la máquina y las opciones de refrigerante de alta presión a través del husillo o a través de la herramienta respaldan una evacuación de viruta efectiva y una vida útil de la herramienta en estos materiales térmicamente desafiantes. Para aplicaciones de dispositivos médicos, la capacidad de configuración única de la máquina minimiza la manipulación de piezas (una consideración importante para el control de la contaminación) y el registro de datos de proceso del CNC respalda los registros de producción requeridos por marcos regulatorios como ISO 13485.
Respuesta rápida Torneadoras y fresadoras de alta velocidad puede procesar una amplia gama de materiales, incluidos acero al carbono, acero inoxidable, aleaciones de aluminio, aleaciones de titanio, cobre, latón, hierro fundido, superaleaciones (como Inconel y Hastelloy) y plásticos de ingeniería. El factor clave es hacer coincidir la velocidad del husillo, la velocidad de avance, las herramientas y los parámetros de corte con la dureza, la conductividad térmica y el índice de maquinabilidad específicos de cada material. Una máquina torneadora CNC bien configurada con un husillo eléctrico de alta velocidad puede manejar materiales desde aluminio blando (tan fácil como 3000 a 8000 RPM) hasta acero endurecido y superaleaciones a base de níquel que exigen configuraciones rígidas y térmicamente estables. Por qué la compatibilidad de materiales es fundamental para la selección de máquinas de torneado y fresado Cada material responde de manera diferente a las fuerzas de corte, el calor, la vibración y el acoplamiento de la herramienta. Elegir una máquina fresadora y torneadora de precisión de alta velocidad sin comprender los materiales que procesará provoca un desgaste prematuro de las herramientas, un acabado superficial deficiente, una desviación dimensional y tiempos de inactividad no planificados. En el mecanizado CNC de precisión, la compatibilidad del material determina directamente las especificaciones del husillo, la estrategia de herramientas, el sistema de refrigeración y los requisitos de rigidez del eje. Los modernos centros de torneado multieje están diseñados para acomodar una amplia gama de materiales dentro de una única plataforma de máquina, pasando de soportes aeroespaciales de aluminio a implantes médicos de acero inoxidable dentro de la misma celda de producción. Esta flexibilidad ha convertido a la máquina torneadora CNC en la piedra angular de los entornos de fabricación de precisión y alta mezcla. Tres propiedades que definen la maquinabilidad Dureza (HRC/HB): Los materiales más duros requieren velocidades de corte más lentas, herramientas de carburo recubierto o CBN y una mayor rigidez de la máquina. Conductividad térmica: Los materiales con baja conductividad térmica (titanio, superaleaciones) atrapan el calor de corte en el borde de la herramienta, acelerando el desgaste. El suministro de refrigerante a alta presión es esencial. Tendencia al endurecimiento del trabajo: Los aceros inoxidables y las aleaciones austeníticas se endurecen rápidamente bajo el filo, lo que exige herramientas afiladas, velocidades de avance adecuadas y una profundidad de corte constante para permanecer por debajo de la capa endurecida. Metales comunes procesados en Máquinas de torneado y fresado de alta velocidad Los siguientes materiales representan la mayor parte del volumen de producción observado en máquinas fresadoras y torneadoras de husillo eléctrico de alta velocidad en aplicaciones automotrices, aeroespaciales, médicas y de ingeniería general. Acero al carbono y acero aleado Los aceros al carbono (1018, 1045, 4140, 4340) se encuentran entre los materiales mecanizados con mayor frecuencia en la industria general. Ofrecen una formación de viruta predecible, buenos índices de maquinabilidad (100 % en relación con el acero 1212 de mecanizado libre) y responden bien a las herramientas con insertos de carburo a velocidades de corte de 150 a 300 m/min. Los aceros aleados en estado endurecido (45–58 HRC) requieren herramientas de CBN o cerámica y velocidades de corte reducidas, pero el torneado en duro en una máquina torneadora CNC rígida puede reemplazar el rectificado cilíndrico para muchas aplicaciones de ejes y manguitos, eliminando una operación de acabado separada. Acero inoxidable Los grados austeníticos (304, 316L) se utilizan ampliamente en el procesamiento de alimentos, dispositivos médicos y equipos marinos. Son conocidos por su endurecimiento por trabajo y filo de reconstrucción (BUE) en las herramientas. Los grados ferrítico (430) y martensítico (420, 440C) son más mecanizables. Para el mecanizado CNC de precisión de acero inoxidable, los factores clave de éxito son las plaquitas de carburo recubiertas de PVD de desprendimiento positivo, el refrigerante a alta presión (70-150 bar) y la rotura controlada de la viruta. Las velocidades superficiales suelen oscilar entre 100 y 200 m/min, según la pendiente. Aleaciones de aluminio El aluminio (2024, 6061, 7075) es el material ideal para mostrar la capacidad de una máquina fresadora y torneadora de precisión de alta velocidad. Su baja densidad y excelente maquinabilidad permiten velocidades de husillo de 8000 a 20 000 RPM con altas velocidades de avance, logrando tiempos de ciclo excepcionales. El desafío es evitar la acumulación de bordes y lograr acabados superficiales Ra de 0,4 a 0,8 µm en las caras fresadas. La geometría de ranura pulida y afilada en herramientas de carburo sin recubrimiento o con recubrimiento DLC ofrece los mejores resultados. Los componentes estructurales aeroespaciales, las carcasas de baterías de vehículos eléctricos y las carcasas de electrónica de consumo son aplicaciones típicas de aluminio de gran volumen. Cobre y Latón El latón de libre mecanizado (C36000) tiene un índice de maquinabilidad de aproximadamente el 100 %; es el material de referencia. El cobre y el latón se utilizan para conectores eléctricos, accesorios hidráulicos y cuerpos de válvulas. Su alta ductilidad genera virutas largas y fibrosas que deben gestionarse con rompevirutas o estrategias de programación abreviadas. El fresado de metales de alta velocidad de caras de cobre requiere herramientas de diamante (PCD) o de carburo afiladas sin recubrimiento para evitar manchar la superficie. Hierro fundido El hierro fundido gris (GCI) y el hierro dúctil (nodular) se utilizan para bloques de motor, discos de freno y colectores hidráulicos. Se mecanizan en seco o con un mínimo de lubricante porque el grafito actúa como un lubricante natural. Las velocidades de corte de 200 a 400 m/min con insertos de carburo cerámico o recubiertos son estándar. Las escamas abrasivas de grafito aceleran el desgaste de los flancos, lo que hace que la gestión de la vida útil de la herramienta sea fundamental en programas de hierro fundido de gran volumen. Comparación del índice de maquinabilidad: materiales clave de un vistazo El índice de maquinabilidad mide la facilidad con la que se puede cortar un material en comparación con el latón de mecanizado libre (100%). Un índice más alto significa velocidades de corte más rápidas, una vida útil más larga de la herramienta y un menor costo por pieza. Comprender este índice es fundamental a la hora de configurar un centro de torneado multieje para un nuevo material. Índice de maquinabilidad relativa por material (Latón C36000 = 100%) Latón Mecanizado Libre 100% Aluminio 6061 ~90% Hierro fundido gris ~70% Acero al carbono 1045 ~55% Acero inoxidable 316L ~35% Titanio Ti-6Al-4V ~22% Inconel 718 ~10% Índice más bajo = requiere una máquina más rígida, velocidades más lentas y herramientas de primera calidad para mantener la calidad de la pieza y la vida útil de la herramienta. Materialeseses difíciles de mecanizar: titanio, superaleaciones y acero endurecido Las industrias de alto valor (aeroespacial, de defensa, de generación de energía y médica) con frecuencia exigen piezas de materiales que sean inherentemente resistentes al corte. Una máquina fresadora y torneadora de husillo eléctrica de alta velocidad capaz, combinada con los parámetros de proceso adecuados, puede mecanizar estos materiales de forma fiable y económica. Aleaciones de titanio (Ti-6Al-4V) La baja conductividad térmica concentra el calor en el filo. La alta afinidad química hace que el titanio se suelde a la herramienta. El éxito requiere: herramientas afiladas de carburo recubiertas de PVD, velocidades superficiales de 40 a 80 m/min, refrigerante a alta presión (80 a 150 bar) y fijaciones rígidas en el centro de torneado. Las aplicaciones típicas incluyen marcos estructurales aeroespaciales, implantes ortopédicos y sujetadores aeroespaciales. Superaleaciones a base de níquel (Inconel 718, Hastelloy) Conservan la resistencia a temperaturas elevadas, lo que hace que su corte sea extremadamente exigente: las fuerzas de corte son entre 2 y 3 veces mayores que las del acero dulce. Las dos estrategias principales son las inserciones cerámicas (SiAlON o Al2O3) a altas velocidades (200 a 400 m/min) o carburo recubierto a velocidades conservadoras (25 a 50 m/min). Estos materiales aparecen en álabes de turbinas, cámaras de combustión y componentes de reactores químicos. Acero endurecido (45–65 HRC) El torneado en duro en una máquina torneadora CNC rígida con inserciones de CBN (nitruro de boro cúbico) a 120-200 m/min puede alcanzar Ra 0,4-0,8 µm, comparable al rectificado cilíndrico, pero con una sola sujeción. Esto elimina errores de reinstalación y acorta significativamente el tiempo de ciclo para asientos de rodamientos, muñones de engranajes y componentes de troqueles. Aleaciones de cobalto-cromo Se utiliza en prótesis dentales, implantes de cadera y rodilla y componentes de válvulas cardíacas. Extremadamente abrasivo y propenso a endurecerse por trabajo. Las herramientas de carburo de grano fino con recubrimientos de TiAlN, profundidades de corte conservadoras y velocidades de avance consistentes son esenciales para controlar el desgaste de la herramienta y lograr el acabado superficial submicrónico que exigen los estándares médicos. Vida útil de la herramienta (minutos) frente a dificultad del material: inserto de carburo en condiciones estándar 120 minutosutos 90 minutos 60 minutos 30 minutos 10 minutosutos Latón Aluminio Acero al carbono Inoxidable Titanio Inconel 120 minutosutos 115 minutos 75 minutos 52 minutos 28 minutos 10 minutosutos Vida útil aproximada de la herramienta en condiciones de corte estándar recomendadas (inserto de carburo recubierto) Plásticos de ingeniería y materiales no metálicos Si bien la aplicación principal del mecanizado CNC de precisión en centros de torneado y fresado son los materiales metálicos, muchas máquinas también están configuradas para plásticos de ingeniería utilizados en dispositivos médicos, equipos de procesamiento de alimentos y componentes de aislamiento eléctrico. Plásticos de ingeniería comúnmente mecanizados en centros de torneado-fresado CNC Material Propiedades clave Aplicaciones típicas Nota de mecanizado Ojeada Resistencia a altas temperaturas, biocompatible Implantes espinales, asientos de válvulas. Carburo afilado, sin refrigerante ni aire seco. Delrín (POM) Autolubricante, dimensionalmente estable Engranajes, casquillos, rodillos. Excelente maquinabilidad, mínimo calor. Nailon (PA66) Resistente a impactos, ligero Soportes estructurales, carcasas. Controlar la absorción de humedad antes del mecanizado. PTFE (teflón) Resistencia química, baja fricción. Sellos, revestimientos, aislamiento eléctrico. Muy suave: requiere herramientas afiladas y accesorios de soporte. Requisitos de configuración de la máquina por categoría de material Elegir la configuración de máquina adecuada para una gama de materiales determinada es tan importante como la máquina misma. Una máquina fresadora y torneadora de husillo eléctrica de alta velocidad diseñada para aluminio tendrá un rendimiento inferior en titanio si las áreas de especificaciones clave no coinciden adecuadamente. Rango de velocidad del husillo Aluminio and brass require high spindle speeds (8,000–20,000 RPM) for efficient chip removal and fine surface finish. Titanium and superalloys demand low speeds (200–800 RPM for turning) with high torque. A machine with a wide speed range and good torque curve across RPM bands provides maximum material flexibility. Presión del sistema de refrigerante Para acero y aluminio es suficiente un refrigerante estándar (5-10 bar). El refrigerante a través del husillo a alta presión (70–150 bar) es esencial para operaciones con titanio, Inconel y agujeros profundos: penetra directamente hasta el filo, lo que reduce el daño térmico y elimina las virutas de las bolsas profundas. Rigidez estructural Las superaleaciones de torneado y mecanizado en duro generan fuerzas de corte que pueden desviar husillos y correderas, provocando errores dimensionales y vibraciones. Las bases de hormigón polímero o de hierro fundido con muchas nervaduras, los voladizos cortos del husillo y las guías de rodillos precargadas son características a tener en cuenta en máquinas destinadas a materiales difíciles. Gestión de chips Las virutas largas y fibrosas de acero inoxidable y cobre, y el riesgo de incendio del titanio debido a las virutas finas, requieren transportadores de virutas activos, rompevirutas en las herramientas y, en algunos casos, sistemas de detección de chispas. La estrategia de gestión de chips debe diseñarse junto con la estrategia de materiales. Material, industria y estrategia de mecanizado recomendada: referencia rápida La siguiente tabla resume los parámetros prácticos de mecanizado que se pueden utilizar como punto de partida al configurar una máquina fresadora y torneadora de precisión de alta velocidad para un nuevo material. Valide siempre con los datos del fabricante de herramientas y realice pruebas de confirmación en existencias representativas antes de comprometerse con los parámetros de producción. Parámetros del punto de partida: confirme con hojas de datos de herramientas y pruebas antes de la producción completa Material Velocidad de corte (m/min) Herramientas recomendadas Estrategia de refrigerante Industria clave Aluminio 6061/7075 500–3000 Carburo sin recubrimiento/DLC Inundación o MQL Aeroespacial, vehículos eléctricos, consumo Acero al carbono 1045 150–300 Carburo recubierto de TiN/TiAlN Refrigerante de inundación Automotor, Ing. General. Inoxidable 316L 100–200 Carburo recubierto de PVD Alta presión (70–150 bar) Médico, Alimentación, Marino Titanio Ti-6Al-4V 40–80 Carburo PVD afilado Alta presión (100–150 bar) Aeroespacial, Médico Inconel 718 25-60 Cerámica/CBN Alta presión o seco (cerámica) Aeroespacial, generación de energía. Acero endurecido (>50 HRC) 80-200 Inserto de CBN Chorro de aire seco o mínimo Matriz y molde, rodamientos, engranajes Acerca de Ningbo Hongjia CNC Tecnología Co., Ltd. Ningbo Hongjia CNC Technology Co., Ltd. comenzó en 2006 y se estableció formalmente en 2018. Ubicada en el nuevo distrito de Qianwan, ciudad de Ningbo, provincia de Zhejiang, en el ala sur de la zona económica del delta del río Yangtze de China, Hongjia CNC es una empresa especializada en la investigación, el desarrollo, la producción y la venta de equipos de corte de metales CNC. Como fabricante líder de máquinas fresadoras y torneadoras de doble husillo en China y empresa mayorista de máquinas fresadoras y torneadoras de husillos eléctricos de alta velocidad, Hongjia CNC combina una sólida solidez técnica con una rica experiencia en la industria. La compañía se compromete a brindar a los clientes soluciones CNC avanzadas, incluidas máquinas fresadoras y torneadoras de precisión de alta velocidad, centros de torneado multieje y máquinas torno-fresadora CNC, que satisfacen las diversas necesidades de producción de los clientes en las industrias automotriz, aeroespacial, médica y de ingeniería general. Con un equipo interno de I+D y un profundo conocimiento de las aplicaciones en una amplia gama de materiales de piezas de trabajo, Hongjia CNC está posicionado para ayudar a los clientes desde la selección de la máquina y la optimización de los parámetros hasta el aumento total de la producción, garantizando que la solución de torneado y fresado adecuada se adapte al material adecuado en todo momento. Preguntas frecuentes P1: ¿Puede una máquina de torneado CNC procesar torneado y fresado en una sola configuración? Sí. Una máquina tornofresadora CNC integra torneado (pieza de trabajo giratoria, herramienta estacionaria) y fresado (herramienta giratoria, pieza de trabajo controlada) en una única plataforma. Esto significa que características como diámetros torneados, planos fresados, orificios transversales perforados y características roscadas se pueden completar con una sola sujeción, eliminando errores de refijación, reduciendo el tiempo de manipulación y mejorando la precisión dimensional general. P2: ¿Cuál es el material más duro que puede procesar una máquina fresadora y torneadora de alta velocidad? Con herramientas de CBN (nitruro de boro cúbico), una máquina rígida puede tornear en duro materiales de hasta 65 HRC, como acero para herramientas totalmente templado o acero para rodamientos. Las superaleaciones a base de níquel como Inconel 718, si bien no son las más duras en términos de HRC, son las más desafiantes en general debido a sus altas fuerzas de corte, baja conductividad térmica y tasas agresivas de desgaste de herramientas. Ambos requieren una máquina con excelente rigidez del husillo, capacidad de refrigeración a alta presión y una estructura térmica estable. P3: ¿Cómo mejora un husillo eléctrico de alta velocidad el mecanizado de aluminio? Un husillo eléctrico de alta velocidad permite velocidades de husillo de 12 000 a 20 000 RPM o más, lo cual es esencial para el mecanizado de aluminio. A estas velocidades, se optimiza la carga de viruta por diente, la temperatura de corte se mantiene baja y el acabado superficial mejora significativamente. El resultado son tiempos de ciclo más rápidos, mejores valores de Ra (a menudo Ra 0,4–0,8 µm en caras fresadas) y una vida útil más larga de la herramienta en comparación con los husillos convencionales impulsados por engranajes que alcanzan un máximo de 4000–6000 RPM. P4: ¿Es mejor un centro de torneado multieje que un torno CNC estándar para piezas complejas? Para piezas con múltiples características en diferentes caras (agujeros transversales, planos fresados, perfiles contorneados y orificios torneados), un centro de torneado multieje ofrece ventajas significativas sobre un torno CNC estándar. Reduce el número de configuraciones de tres o cuatro operaciones a una o dos, lo que mejora la precisión al eliminar la acumulación de errores de reapriete y reducir el tiempo de entrega total entre un 30 % y un 60 % en ejes complejos y componentes prismáticos. P5: ¿Qué presión de refrigerante se necesita para el mecanizado de titanio en un centro de torneado y fresado? Titanio machining generally requires through-spindle or through-tool coolant at 70–150 bar (1,000–2,200 PSI). Standard flood coolant at 5–10 bar does not penetrate the cutting zone effectively enough to remove heat at the tool-chip interface, causing premature tool failure and potential workpiece discoloration. High-pressure coolant also helps break and evacuate titanium's long, stringy chips, which can otherwise re-cut and damage the surface finish. P6: ¿Pueden los centros de mecanizado CNC de precisión producir acabados superficiales de grado médico? Sí. Con la combinación correcta de husillo de alta velocidad, accesorios con amortiguación de vibraciones, inserciones de acabado de carburo de grano fino y parámetros de corte optimizados, un centro de mecanizado CNC de precisión puede alcanzar Ra 0,2–0,4 µm en acero inoxidable y titanio, dentro del rango requerido para implantes quirúrgicos y componentes de instrumentos médicos. A veces se aplican pasos adicionales de electropulido o granallado después, pero la calidad de la superficie mecanizada debe ser la base inicial.
¡No dude en contactarnos cuando nos necesite!
Derechos de autor © Ningbo Hongjia CNC Technology Co., Ltd.